 |
Při startu tisku není materiál
Toto je velmi častý problém u začínajících s 3D tiskem, naštěstí je ale velmi snadno řešitelný. Pokud se hmota netlačí hned od začátku tisku, má to většinou jednu z těchto čtyř příčin:
- extruder nebyl přiraven k tisku
často se stává, že z nahřátého nečinného extruderu vyteče jeho obsah. Tomuto jevu se říká oozing. To se stává při nahřívání před začátkem tisku a po jeho skončení. Když materiál vyteče, zůstane uvnitř trysky prázdný prostor a chvíli trvá, než se zaplní materiálem a ten začne správně vytékat. Dá se tomu předcházet nastavením volby Skirt ve sliceru. Tato volba vytiskne kolem tisknutého objektu tenký pruh materiálu. Někteří uživatelé raději pomocí manuálního ovládání připraví filament do výchozí pozice.
- tryska je příliš blízko podložky
pokud se stane, že první nebo i druhá vrstva se nevytisknou a následující už ano, je to většinou způsobeno tím, že je tryska příliš blízko podložky a není proto dostatek prostoru, aby mohl materiál vytékat správně ven z trysky. V takovém případě je nutné zkalibrovat podložku nebo upravit nastavení sliceru, pokud to umožňuje.
- filament se neposunuje
většina tiskáren pohybuje filamentem pomocí malého ozubeného kola v extruderu. Zuby kola se zaříznou do filamentu a tím dokážou relativně přesně filamentem posunovat. Pokud se stane, že se filament zasekne na cívce, může ozubené kolo "ohlodat" filament tak, že už není dále schopno jím posunovat. Viz odstavec Ohlodaný filament. Před tiskem i během něj se ujistěte, že je na cívce dostatek materiálu, že je materiál v pořádku a že se materiál volně odvíjí
- extruder je ucpaný
když nepomůže ani jedna z předchozích rad, je extruder zřejmě ucpaný. Stavá se to v případě, kdy do extruderu vnikne cizí těleso, z důvodu nekvality filamentu nebo když zůstává horký materiál dlouho nečinný v extruderu. Vyčištění extruderu ve většině případů znamená jeho kompletní demontáž.
|
 |
Materiál se nepřilepí k podložce
je velmi důležité, aby se první vrstva materiálu pevně přichytila k podložce. Pokud se první vrstva dostatečně nepřilepí, nepokračujte v tisku. Výrobek bude v lepším případě částečně deformovaný, ve většině případů však naprosto nepoužitelný. Je zde spousta příčin, proč se materiál k podložce nepřilepí:
- tisková podložka není ve správné výšce
pokud je tisková podložka příliš daleko od trysky při tisku první vrstvy, materiál se ochladí dřív, než přilne k podložce. Někdy může být jen některá část mimo správnou úroveň. Podložku je nutné zkalibrovat.
- rychlost tisku první vrstvy je příliš vysoká
když je rychlost tisku první vrstvy příliš vysoká, nestihne materiál dostatečně přilnout k podložce. Zkuste ve sliceru snížit rychlost tisku první vrstvy.
- teplota tiskové podložky nebo chlazení
když opustí materiál trysku, je jeho teplota dostatečná k tomu, aby se přilepil k podložce. Pokud je podložka nedostatečně ohřátá, může materiál ochladit natolik, že už není schopen k podložce přilnout. V takovém případě zvyšte teplotu podložky.
Pokud používáte ochlazování tisknutého objektu, neměla by být tato funkce použita u tisku prvních vrstev.
- povrch tiskové podložky (páska, lepidlo, materiál)
pro zlepšení přilnavosti materiálu můžete použít speciální podložku zvanou BuildTak. Případně lze použít speciální lepící pásky. Pro ABS je vhodná kaptonová páska, pro PLA zase malířská maskovací páska.
S běžným borosilikátovým sklem je možné také dosáhnout dobrých vlastností, je však potřeba sklo udržovat čisté, před tiskem je vhodné STUDENOU podložku odmastit lihem.
- když selže všechno ostatní
v případě, že je tisknutý objekt příliš malý nebo má jen malou styčnou plochu s podložkou, je možné plochu zvětšit přidáním okrajů k výrobku, tzv. brim. Ty se natisknou těsně k výrobku, zvětší tím plochu, ale dají se z výrobku snadno odstranit. Existuje také možnost použít raft, na který svůj výrobek postavíte.
|
 |
Nedostatek extrudovaného materiálu - under-extrusion
Množství extrudovaného materiálu je závislé na rychlosti tisku, tloušťce tiskové struny, síle vrstvy a velikosti trysky. Protože tiskárna nemá žádnou informaci o tom, kolik materiálu skutečně projde tiskovou hlavou, rychlost posunu tiskové struny dopočítá právě z těchto známých parametrů. Může se ale stát, že množství není správné. Snadno to zjistíte tak, že vytisknete například krychli s délkou hrany 20mm. Boční stěna by měla být tvořena alespoň 3 linkami (perimeter outlines). Pokud perimetry nedrží pevně u sebe a mají mezi sebou mezery (gaps), jedná se o nedostatek materiálu (uder-extrusion). Pokud jsou boční perimetry těsně u sebe, jedná se zřejmě o jiný problém.
- průměr tiskové struny
zkontrolujte, zda je správně nastavený průměr tiskové struny
- velikost trysky
zkontrolujte, zda je správně nastavená velikost trysky
- korekce množství extrudovaného materiálu
nastavením korekce extrudovaného materiálu ve sliceru můžete ovlivnit množství extrudovaného materiálu. Korekce se většinou vyjadřuje procenty, kdy 100% odpovídá spočítanému množství, 110% pak urychlí podávání materiálu o 10%.
|
 |
Přebytek extrudovaného materiálu - over-extrusion
Obdobně jako v případě under-extrusion, překontrolujte následující tři nastavení
- průměr tiskové struny
zkontrolujte, zda je správně nastavený průměr tiskové struny
- velikost trysky
zkontrolujte, zda je správně nastavená velikost trysky
- korekce množství extrudovaného materiálu
nastavením korekce extrudovaného materiálu ve sliceru můžete ovlivnit množství extrudovaného materiálu. Korekce se většinou vyjadřuje procenty, kdy 100% odpovídá spočítanému množství, 110% pak urychlí podávání materiálu o 10%.
|
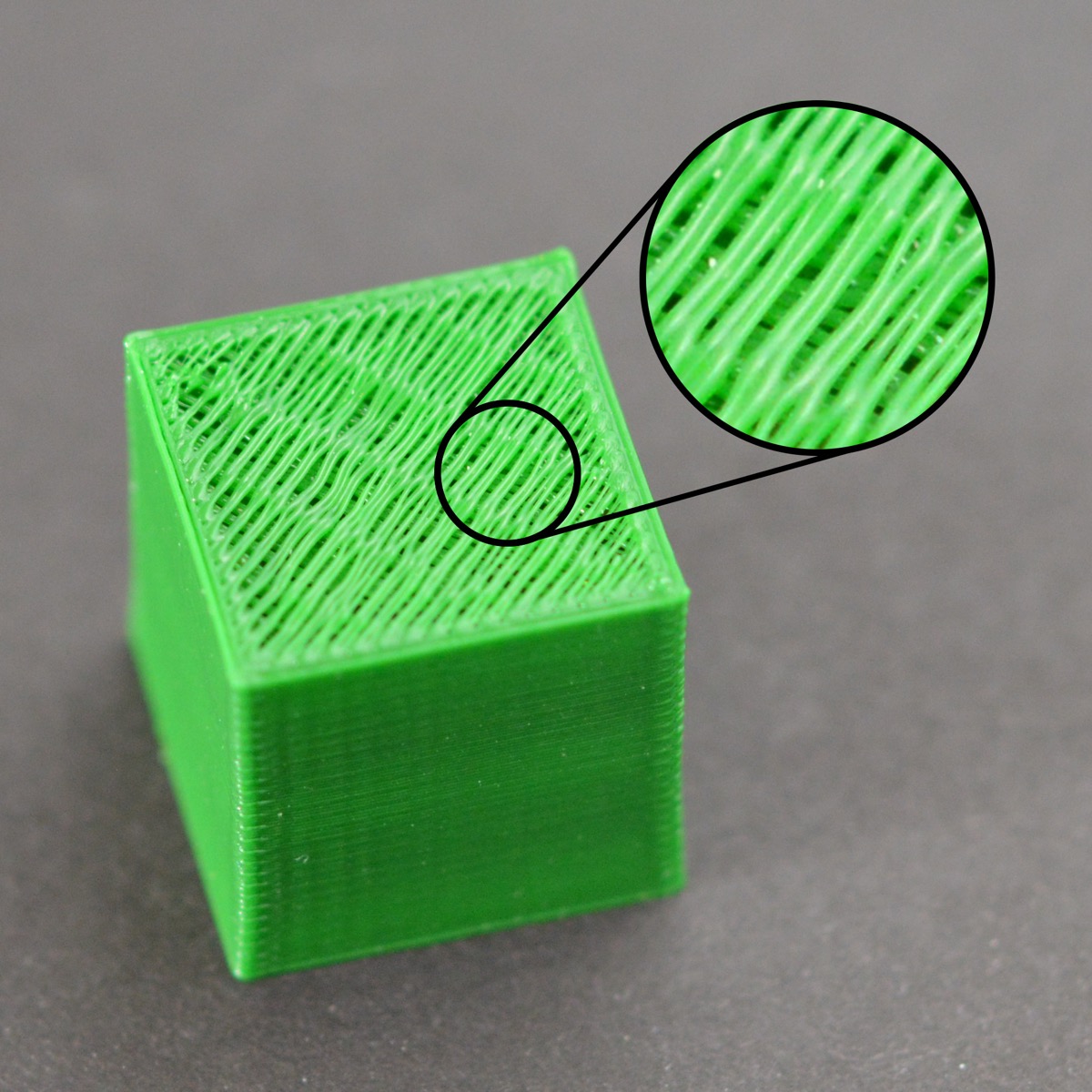 |
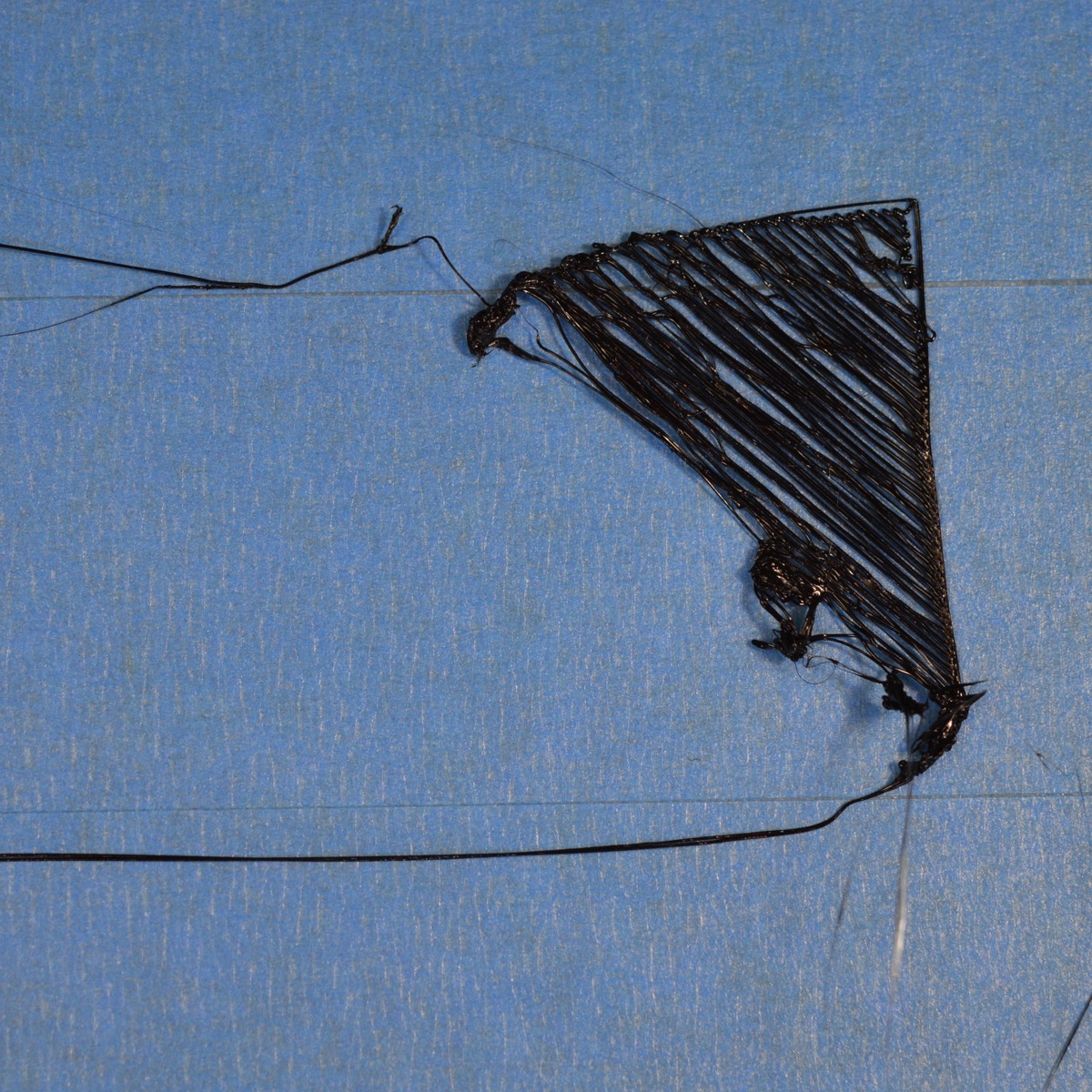
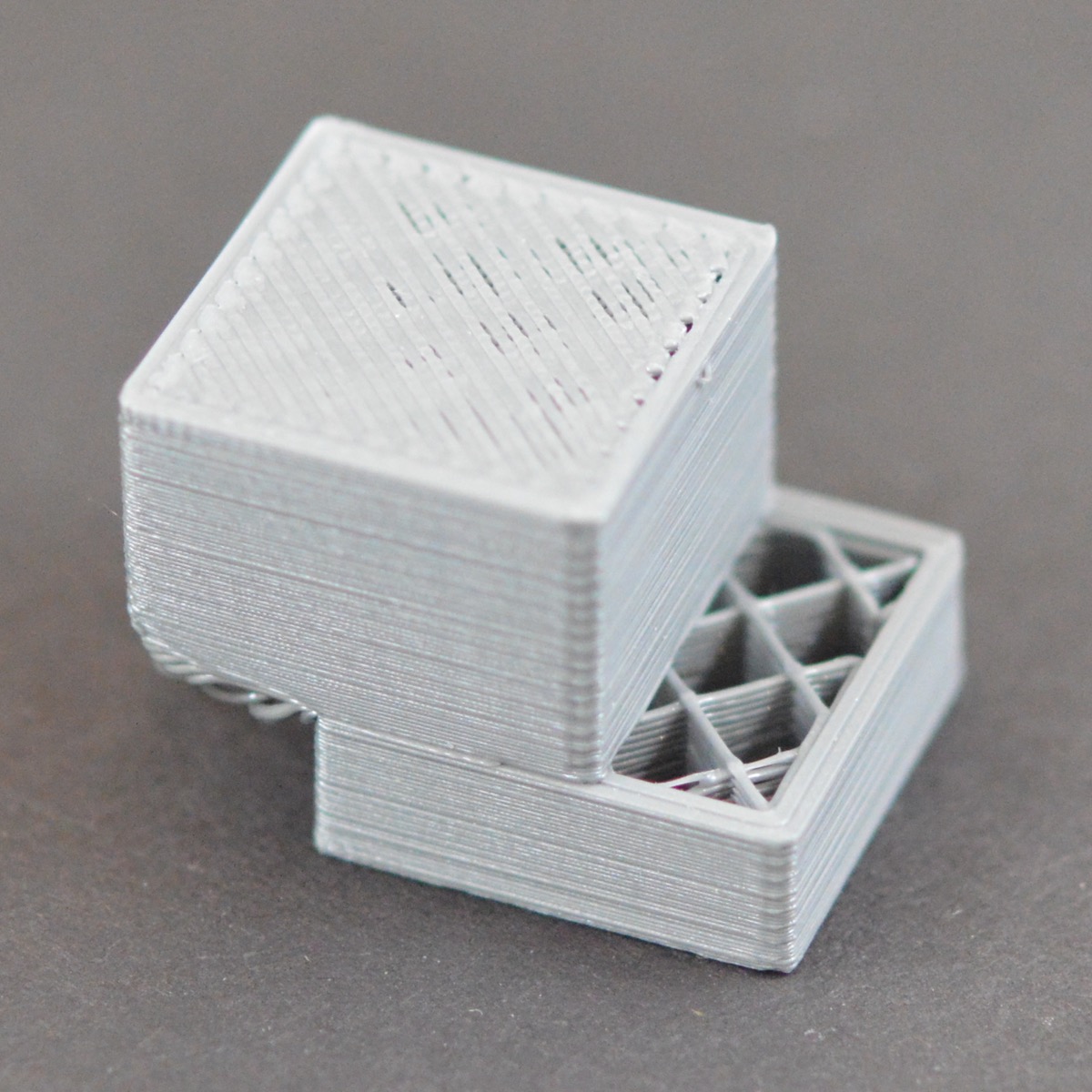
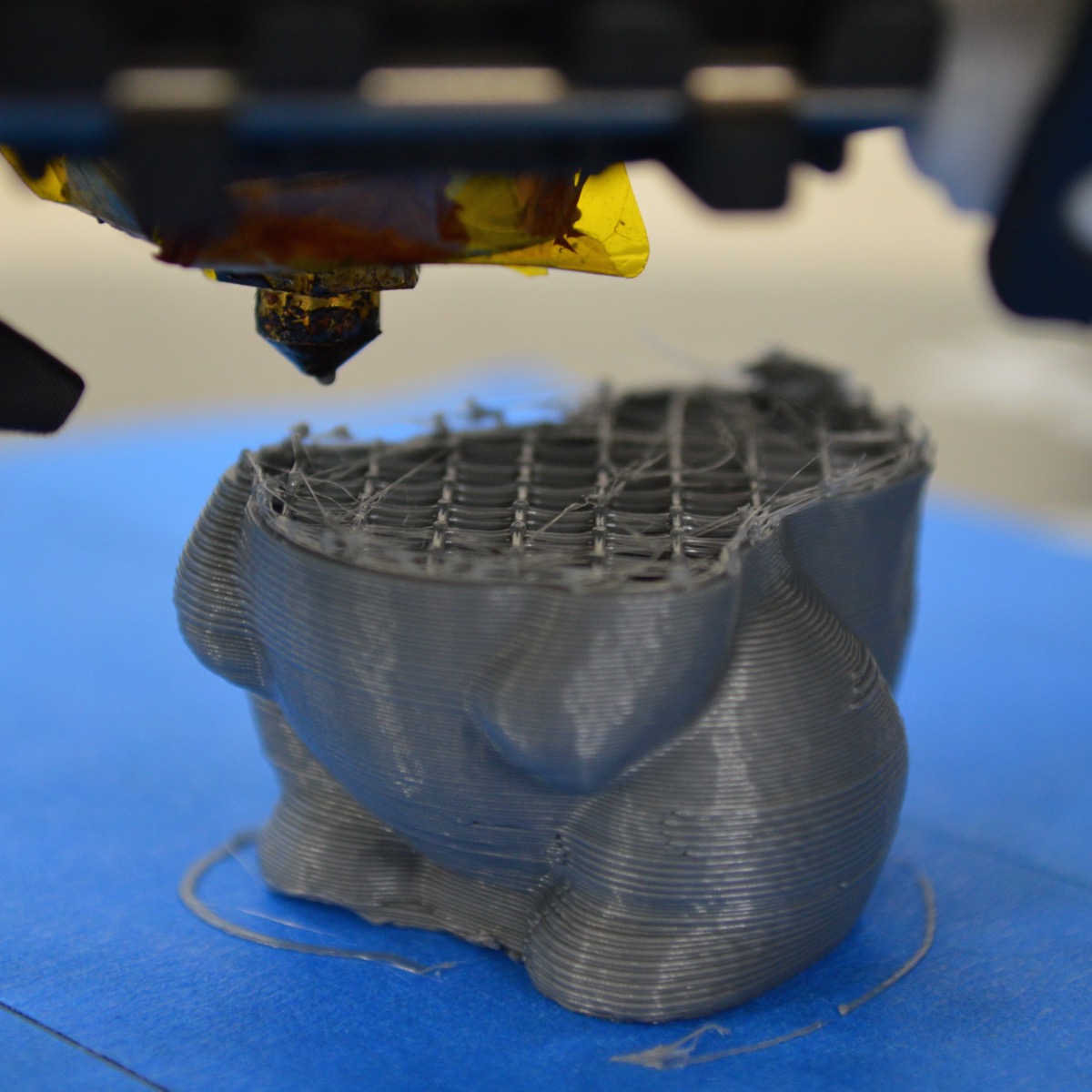
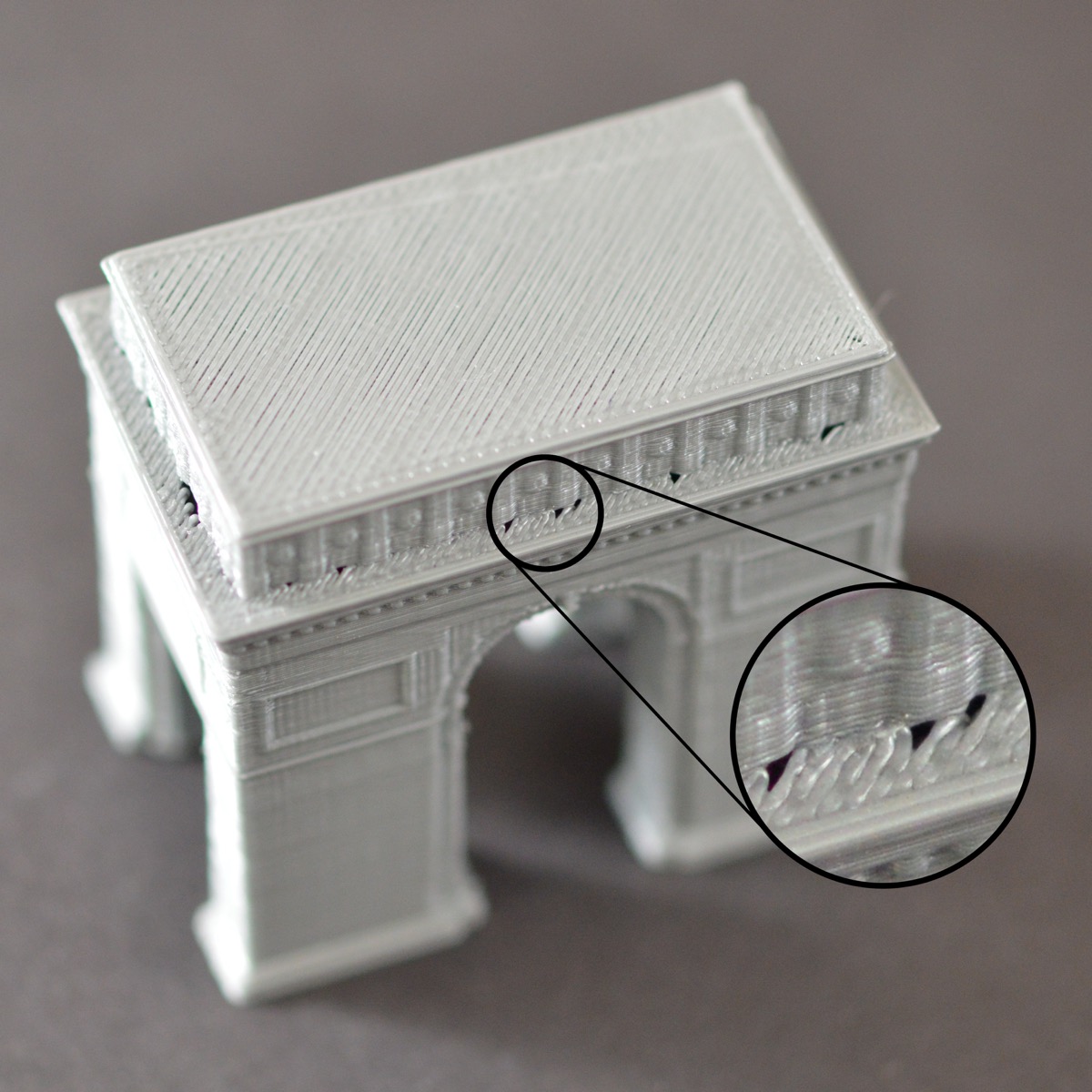
Díry a mezery ve vrchní vrstvě
Většina vytisknutých modelů má z důvodu úspory materiálu pouze pevnou skořápku a uvnitř pouze podpůrnou konstrukci. Toto nastavení se nazývá výplň (infill). Udává se v procentech, která vyjadřují, kolik vnitřního prostoru zabírá plast. Zbytek je prázdný prostor. Ve sliceru můžete nastavit, kolik vrstev bude pevných (solid), učuje se kolik je spodních vrstev (bottom layers), kolik vrchních (top layers) a kolik bočních (perimeters). Vše mimo tyto vrstvy se vytiskne podle nastavení výplně (infill). Použití výplně uspoří značnou část materiálu a také času potřebného pro tisk. Nicméně, v závislosti na použitém nastavení se může stát, že horní vrstvy nejsou pevné a jsou v nich otvory nebo mezery. V takovém případě zkuste některou z následujících možností nastavení sliceru:
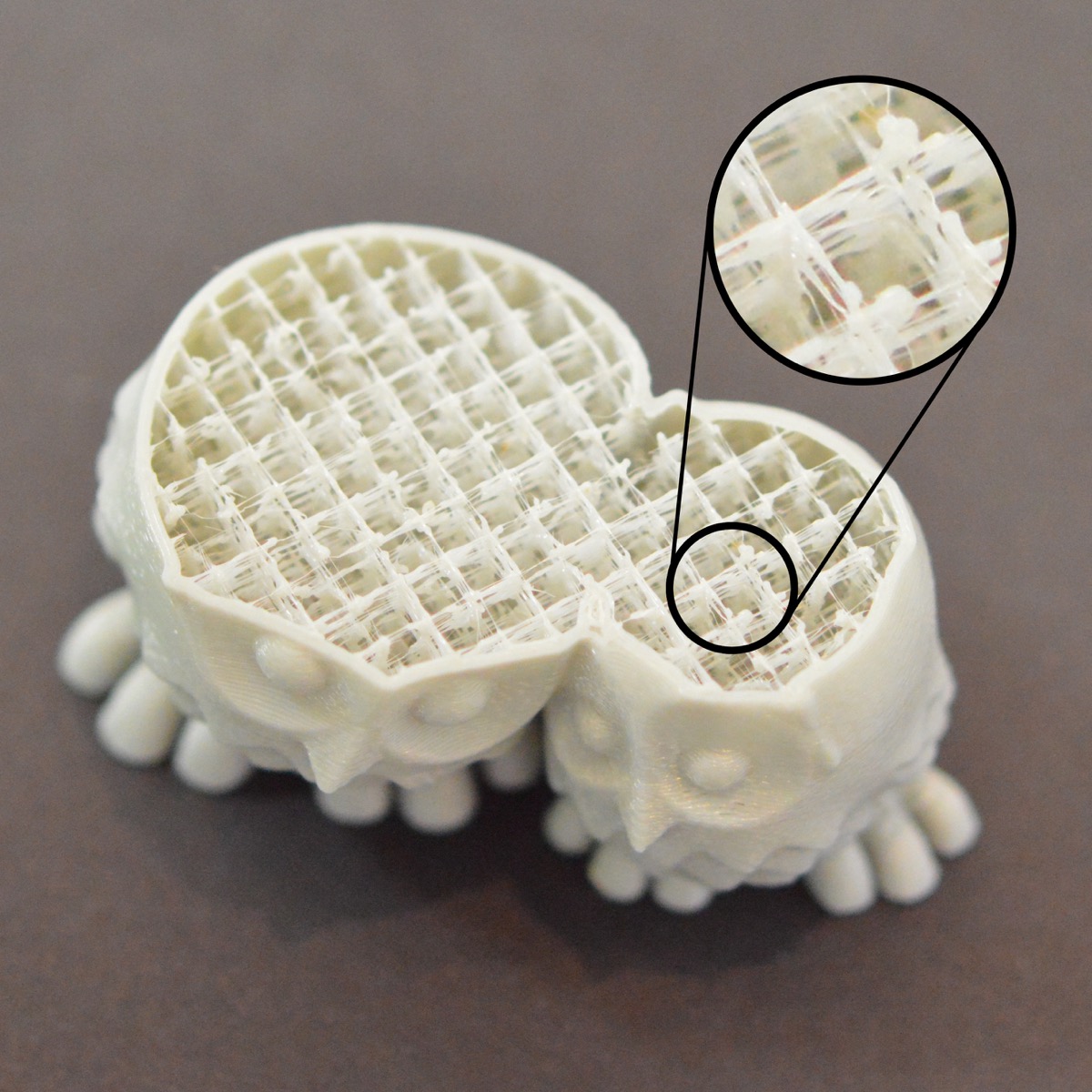
- nedostatečný počet horních vrstev
při tisku horní vrstvy, která se tiskne na výplň, se stává, že materiál se propadá do otvorů ve výplni. Proto je vhodné nastavit dostatek horních vrstev, aby byl povrh pevný a bez děr. Jednoduché pravidlo zní, že tloušťka vrchní stěny by měla být cca 0,5mm. Z tloušťky vrstvy pak jednoduše spočítáme, kolik vrstev potřebujeme: při tloušťce vrstvy 0,2mm je zapotřebí alespoň 3 vrstvy, při tloušťce 0,1mm alespoň 5. Pokud máte problém s kvalitou vrchní vrstvy, zkuste zvýšit počet horních vrstev např. o 2 a uvidíte, zda bude výsledek lepší.
- příliš nízké procento výplně
pokud je procento příliš nízké, jsou otvory ve výplni větší a horní vrstva se více propadá. Tomu lze předejít zvýšením procenta výplně
- nucené ochlazování výrobku
částečně může propadání materiálu do volného prostoru výplně zamezit nucené ochlazovaní výrobku. Je potřeba najít kompromis, aby nebyl materiál rychleji ztuhnul, ale aby ještě pevně držel na předchozí vrstvě
- nedostatek tiskového materiálu
pokud ani jedna z možností nevede ke zlepšení, zkontrolujte under-extrusion.
|
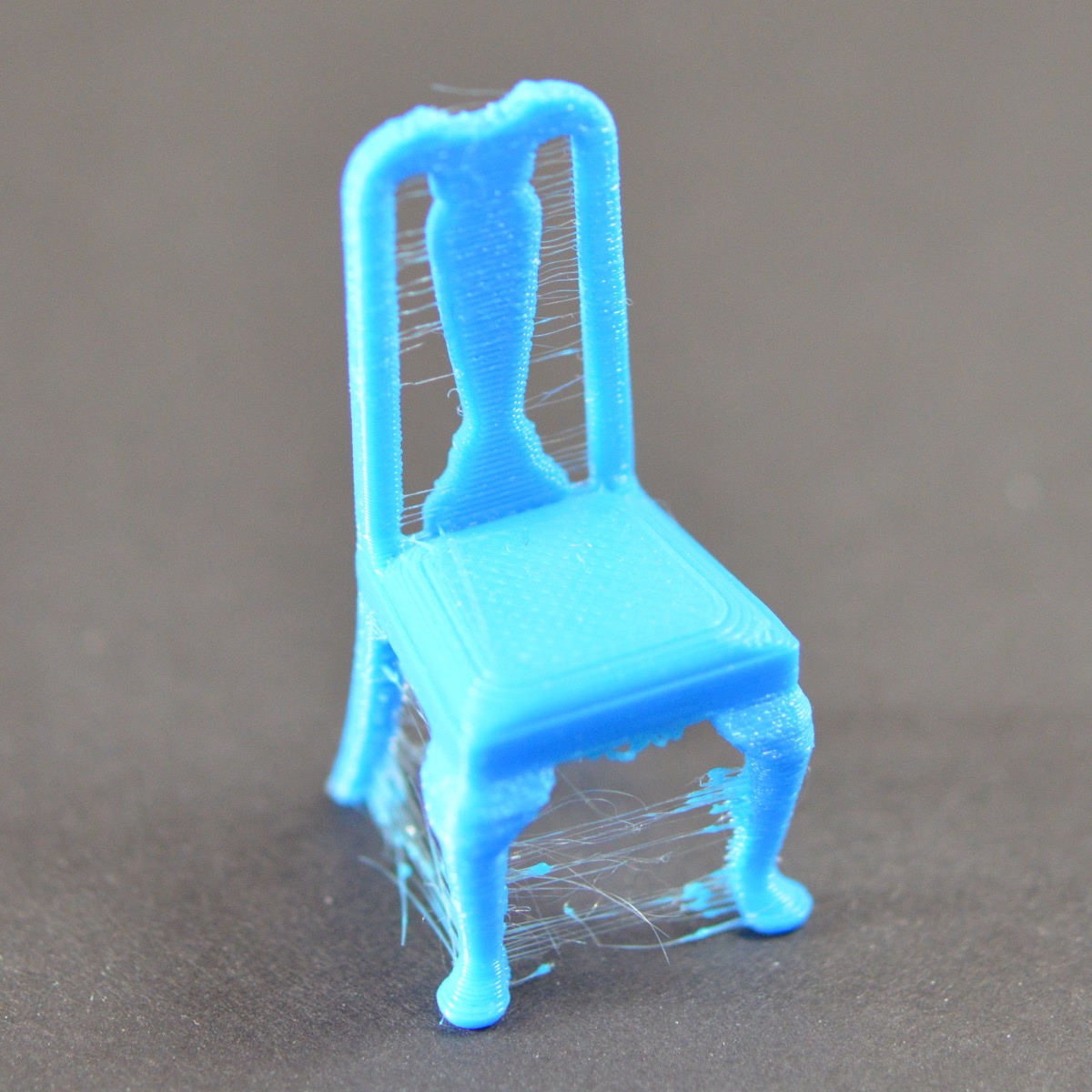 |
Chlupatý tisk
jinak známý také jako oozing, stringing nebo whiskers, vzniká, když zůstávají tenké nitky materiálu mezi dvěma pevnými body modelu. Příčinou je únik tiskového materiálu (oozing) z trysky při přesunu hlavy prázdným prostorem. Naštěstí máme k dispozici pár nastavení, které nám pomohou tento nedostatek eliminovat. Nejužitečnějším nástrojem bude patrně retrakce. Když je retrakce povolena, tak extruder před přejezdem na další místo, natáhne tiskovou strunu zpět a tím uvolní tlak v trysce a zamezí tak samovolnému odtékání plastu. Před započetím tisku je struna posunuta zpět a tisk normálně pokračuje dál.
- délka retrakce
je nejdůležitějším nastavením a určuje o jaký kus se tisková struna natáhne zpět do extruderu. U extruderů s posunem struny přímo na tiskové hlavě většinou stačí délka 0,5 - 2mm. U extruderů s bowdenem je potřeba nastavit délku retrakce okolo 15mm. Pokud máte problémy s odtékáním materiálu, zvyšujte délku retrakce vždy o 0,5-1mm.
- rychlost retrakce
určuje, jakou rychlostí se tisková struna natahuje zpět do extruderu. Rychlost nesmí být ani příliš nízká (materiál bude odtékat) ani příliš vysoká (struna se odtrhne od roztavené části nebo může rychlý pohyb podavače ohlodat povrch struny). Doporučené nastavení je někde mezi 1200 - 6000 mm/min (20 - 100mm/s). pokud je procento příliš nízké, jsou otvory ve výplni větší a horní vrstva se více propadá. Tomu lze předejít zvýšením procenta výplně
- vysoká teplota
pokud nastavení retrakce nepomáhá, může být problém v příliš vysoké teplotě extruderu. Materiál se v takovém případě stává příliš tekutým a není možné jej natáhnout zpět. Zkuste snížit teplotu extruderu o 5 - 10°C a zkontrolujte vliv na kvalitu tisku
- dlouhé vzdálenosti
jak již víme, chlupatý tisk je důsledkem překonávání vzdálenosti nad prázdným prostorem. Čím je tato vzdálenost větší, tím je i riziko úniku materiálu z trysky vyšší. Tomu se dá předcházet nastavením předcházení dlouhých vzdáleností. Slicer v takovém případě naplánuje takovou trasu, aby pohyb trysky nad volným prostorem byl co nejkratší.
- rychlost pohybu
zvýšením rychlosti pohybu hlavy při přesunu nad prázdným prostorem zkrátíme čas a tím snížíme riziko úniku materiálu z trysky
|
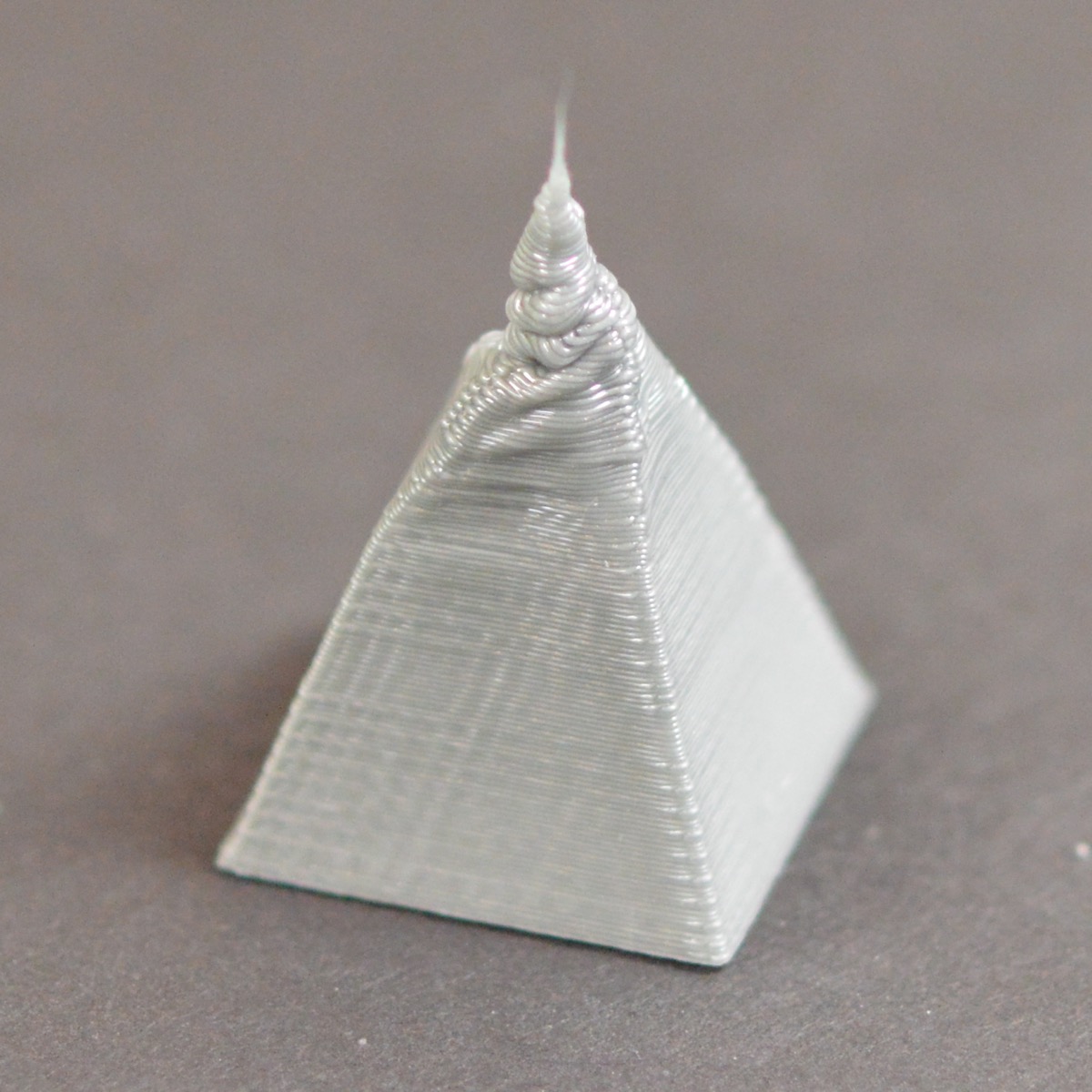 |
Přehřívání
Materiál vycházející z trysky má teplotu kolem 200°C. Tím je zaručena dobrá přilnavost a tvárnost. Následně se materiál ochlazuje a stává se pevným. Pokud však prodleva mezi nanášením jednotlivých vrstev není stejná nebo vyšší než doba potřebná ke schladnutí materiálu, pozorujeme deformaci výrobku. Tomu můžeme předcházet takto:
- dodatečné chlazení
pokud jsou tisknuté části příliš horké, bude hlava svým pohybem a nanášením další vrstvy výrobek deformovat. Můžeme použít přídavné chlazení výrobku. Pokud je naše tiskárna takovýmto chlazením vybavená, můžeme ve sliceru dodatečné chlazení povolit a většinou i nastavit jeho intenzitu
- teplota extruderu
když nemáme přídavné chlazení k dispozici, může alespoň částečně pomoci snížení extrudovaného materiálu. Je potřeba najít takovou teplotu materiálu, která neovlivní výslednou celistvost výrobku
- rychlost tisku
snížením rychlosti pohybu hlavy při tisku zvýšíme prodlevu mezi tisky jednotlivých vrstev a tím prodloužíme dobu, kdy má výrobek čas schládnout
- dvojí tisk
když ani jedna z výše uvedených možností dostatečně problém nevyřeší, můžete použít drobný fígl: vytiskněte dva výrobky současně. Přidejte ke svému modelu další výrobek (stejný či jiný), tím opět zvýšíte prodlevu mezi tiskem jednotlivých vrstev a zvýšíte čas chladnutí.
|
 |
Posunutí vrstev
Většina tiskáren nemá žádnou zpětnou kontrolu pohybu tiskové hlavy. Tiskárna vyšle povel k pohybu na určitou pozici a doufá, že k pohybu došlo. To ve většině případů funguje zcela spolehlivě. Pokud však náhodou bouchnete do tisknoucí tiskárny, může se stát, že se hlava pohne na jiné místo, než očekává, nicméně pokračuje dál v tisku podle původních instrukcí, a tím pokračuje v tisku ve špatné pozici. Pokud se to stává i jindy, může za to většinou:
- příliš rychlý pohyb tiskové hlavy
může zapříčinit, že motory nestíhají vykonávat instrukce takovou rychlostí, jako je požadováno. Skutečná pozice hlavy je pak jiná, než tiskárna očekává. Pokud se vám zdá, že tiskárna tiskne příliš rychle, zkuste snížit rychlost tisku o 50% a pozorujte výsledek
- mechanická závada
většinou tiskovou hlavu pohání krokový motor s řemenicí a ozubeným řemenem. Řemen je vyroben z pružného materiálu (gumy) a vyztužen nějakým pevným vláknem. Při používání se časem řemen natáhne, čímž se uvolní a nedrží pořádně v zubech řemenice - to lze v jisté míře vyřešit napínací kladkou. Pokud je však řemen natažen příliš, nebude rozteč zubů na řemenu odpovídat rozteči zubů na řemenici a řemen začne v řemenici přeskakovat. Výměna řemenu toto vyřeší.
Může se také stát, že jsou uvolněné řemenice na hřídeli motorů, v takovém případě stačí jen dotáhnout jistící šrouby na řemenicích
- elektronická závada
další příčinou může být nějaká elektronická závada. Jedná se například o nedostatek proudu dodávaného do motoru, přehřátí některého obvodu, zkrat atd. Neexistuje asi univerzální návod, jak takovou závadu nalézt a odstranit, nicméně v zásadě platí, že v případě, kdy identifikujete závadu na jedné větvi, postupně vyměňujte součásti s jinou fungující větví. Tím přesně identifikujete vadnou část, na kterou se můžete následně zaměřit.
|
 |
Vrstvy nedrží pohromadě
3D tisk funguje na principu postupného nanášení jednotlivých vrstev materiálu vždy v celé ploše každé vrstvy. Aby byl výsledný objekt pevný, je nezbytné, aby se každá další vrstva pevně spojila s vrstvou předchozí. Pokud tomu tak není, bude se výrobek rozpadat. Zde jsou nejčastější příčiny nedostatečné soudržnosti:
- velká tloušťka vrstvy
většina tiskových trysek má průměr od 0,3 do 0,5mm. Tím je zaručená dostatečná přesnost tisku a možnost tisknout i malé detaily na výrobku, přináší to však i jistá úskalí. Při tisku chceme, aby se každá vrstva dostatečně přitlačila k předchozí vrstvě. Aby se tak stalo, můžeme se držet obecného doporučení, že tloušťka vrstvy by měla být vždy o cca 20% nižší, než je průměr trysky. Pro trysku 0,3mm je tedy doporučená výška vrstvy 0,24.
- nízká teplota
horký plast vždy lépe přilne k podkladu než plast studený. Pokud vrstvy nedrží pohromadě a tloušťka vrstvy je dle doporučení, zkuste zvýšit teplotu extruderu. Doporučené teploty pro PLA jsou 190 - 210°C, pro ABS 220 - 240°C, TPE/TPU 245 - 255 °C.
|
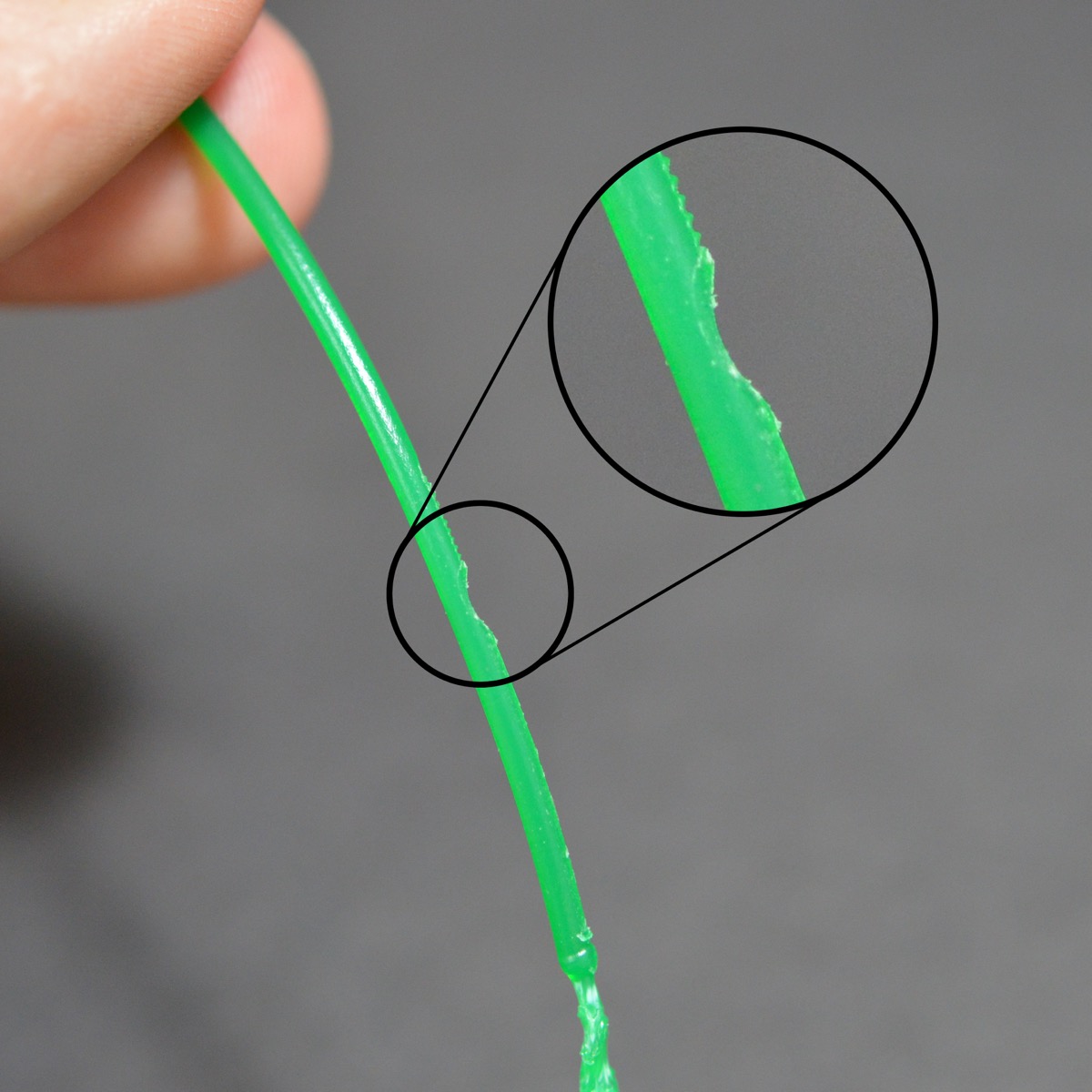 |
Ožvýkaná tisková struna (filament)
Většina extruderu používá pro pohyb strunou ozubené kolo (podavač), které tlačí strunu proti opěrnému kolu(unašeč). Tlakem se zuby kola mírně zakousnou do struny a otáčením kola se struna pohybuje. Pokud se struna z nějakého důvodu nemůže pohybovat, zuby kola strunu ožvýkají. V takovém případě se už nemá podavač do čeho zakousnout a struna se přestane pohybovat. Proč?
- agresivní retrakce
pokud nastavíte příliš velkou rychlost retrakce, může docházet k poškození struny. Viz chlupatý tisk a nastavení retrakce.
- nízká teplota
horký plast je tekutější a snáze odtéká tryskou. Pokud se při běžném tisku setkáte s ožvýkanou strunou, zkuste zvýšit teplotu extruderu
- vysoká rychlost tisku
rychlost pohybu struny je závislá na rychlosti tisku jako takové. Proto zkuste snížit rychlost risku, pokud máte problém s ožvýkáním struny
- ucpaná tryska
překontrolujte průchodnost trysky viz Ucpaná tryska
|
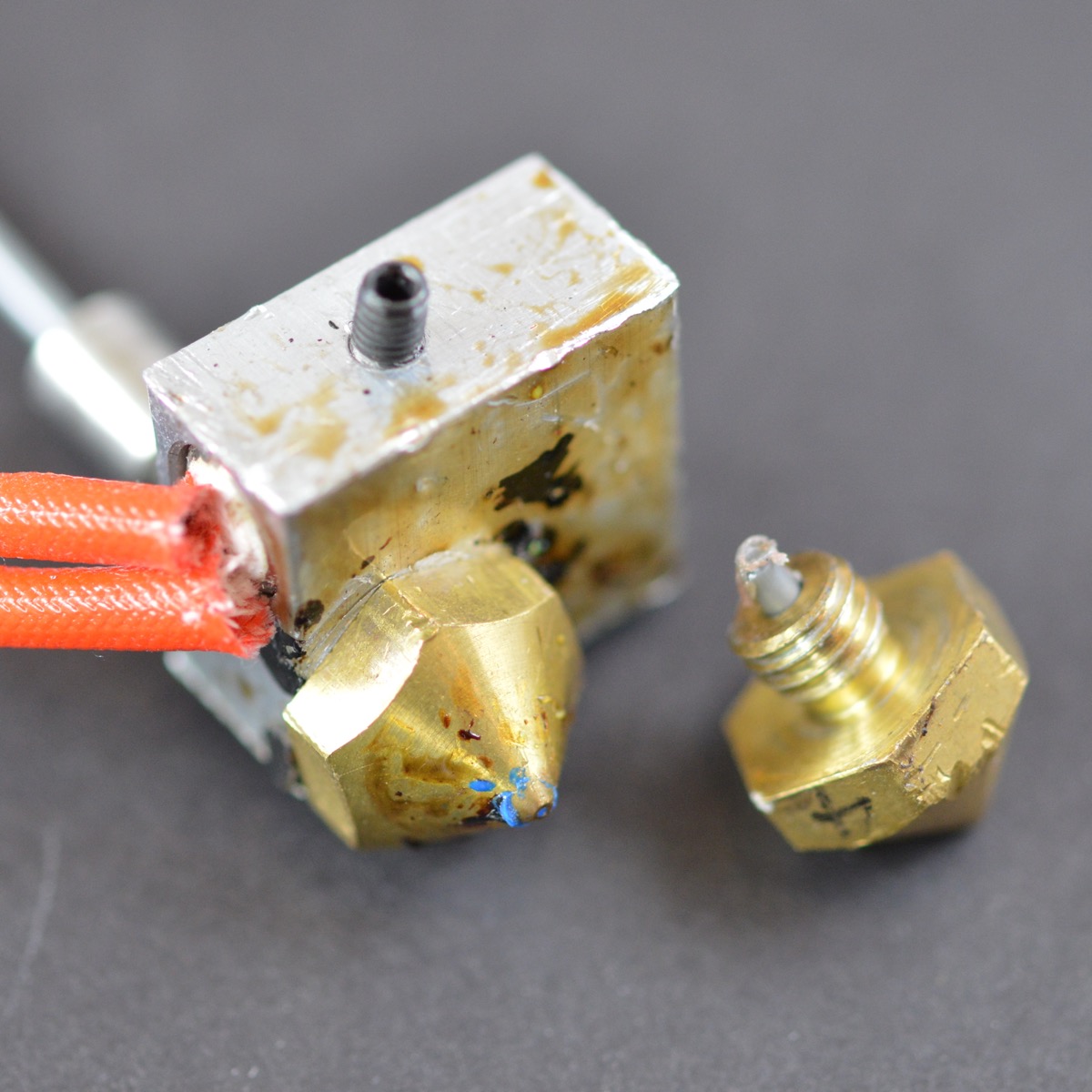 |
Ucpaná tryska
Vaše 3D tiskárna musí za dobu své činnosti roztavit a vytlačit spoustu kilogramů plastu. Aby to nebylo jednoduché, všechen plast musí projít tryskou s otvorem ne větším než je zrnko písku. Jednoho dne se však něco pokazí a extruder není schopen plast protlačit tryskou. Většinou se tryska něčím ucpe. Abyste trysku uvolníli, můžete vyzkoušet některou z následujících rad:
- manuálně vtlačte strunu do extruderu
v menu tiskárny nebo ovládacího programu spusťte posun tiskové struny o 10mm. Jakmile se začne podavač otáčet, mírně potlačte strunu rukou do extruderu. Přidaný tlak na strunu ve většině případů pomůže struně překonat problémové místo
- nové zavedení struny
pokud se struna stále neposunuje, zkuste ji vysunout z extruderu. Přesvědčte se, že je extruder nahřátý na dostatečnou teplotu, následně pomocí menu tiskárny nebo ovládacího programu vysuňte tiskovou strunu z extruderu. Opět můžete mírným potáhnutím pomoci rukou. Deformovaný či jinak poškozený konec struny odstřihněte a zaveďte strunu zpět do extruderu
- vyčištění trysky
pokud ani teď materiál neprochází tryskou, je potřeba ji vyčistit. Někdo to dělá tak, že extruder nahřeje na teplotu kolem 100°C a materiál ručně vytlačí pomocí speciálního nástroje zhora. Jiní preferují vsunutím kytarové struny E do trysky ze spodní strany. Pokud ani jeden ze způsobů nezabere, je potřeba trysku vyšroubovat a vyčistit.
|
 |
Při tisku přestane tlačit materiál
Když se stane, že na začátku tisku vše probíhá normálně a najednou přestane tiskárna tlačit materiál, příčinou může být těchto pár věcí:
- došla tisková struna
zní to možná divně, ale než začnete zkoumat další příčiny, ujistěte se, že je struna zavedena do extruderu :-)
- ožvýkaná struna
když se snažíte tisknout příliš vysokým tempem nebo tlačíte příliš mnoho plastu, může podavač extruderu strunu ožvýkat tak, že se struna přestane pohybovat. Viz Ožvýkaná tisková struna.
- ucpaný extruder
přesvědčte se, že je tisková struna čistá a bez prachu. Usazený prach na struně se při tisku dostává do trysky a může ji ucpat. Koukněte také do první kapitoly, kde naleznete další možnosti, proč tiskárna netiskne.
- přehřátí elektroniky motoru
motor extruderu vykonává výkonově náročné operace, které mohou při nedostatečném chlazení elektroniky motoru (řadiče - driveru) způsobit jejich přehřátí. Protože jsou řadiče vybaveny tepelnou ochranou, může motor odpojit a ten přestane pracovat.
|
 |
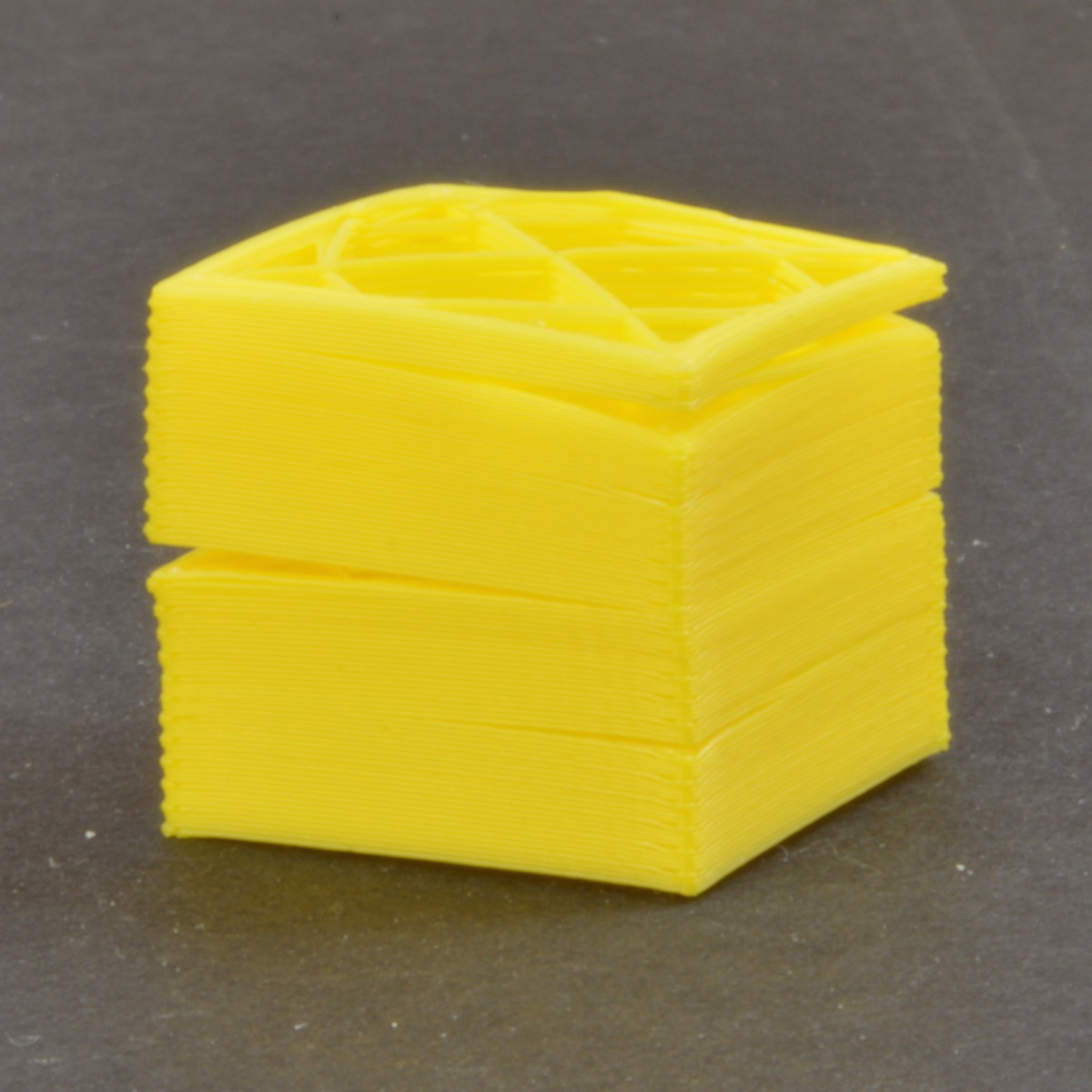
Slabá výplň
Výplň hraje důležitou roli v celkové pevnosti modelu. Jejím účelem je propojovat stěny konstrukce a podpírat horní vrstvy. Když je výplň příliš slabá, můžete zkusit změnit některé z následujících nastavení:
- tvar výplně
ve sliceru naleznete nastavení různých tvarů výplně. Záleží na konkrétním sliceru, ale většinou máte k dispozici jednoduché linky, mřížku, trojúhelníky, šestiúhelníky a podobně. Každá struktura má jinou spotřebu materiálu a jinou pevnost. Vyberte si tu, která bude pro váš model ta nejlepší.
- rychlost tisku výplně
rychlost tisku výplně je ve výchozím nastavení vyšší než jiných vrstev. není zde zapotřebí takové kvality tisku a uspoří se spousta času. Pokud pozorujete nedostatek tiskového materiálu (viz Nedostatek extrudovaného materiálu), snížením rychlosti tisku výplně docílíte lepší a pevnější struktury
- hustota výplně
další možností, jak vyztužit výplň, je možnost nastavení její hustoty. Ta se vyjadřuje procentem z celkového množství prostoru. Hodnota 20% znamená, že 20% procent prostoru bude vyplněno materiálem, zbytek bude prázdný prostor
- tloušťka výplně
některé slicery umožňují také nastavení tloušťky čáry výplně. Silnější linkou docílíte pevnější výplně.
|
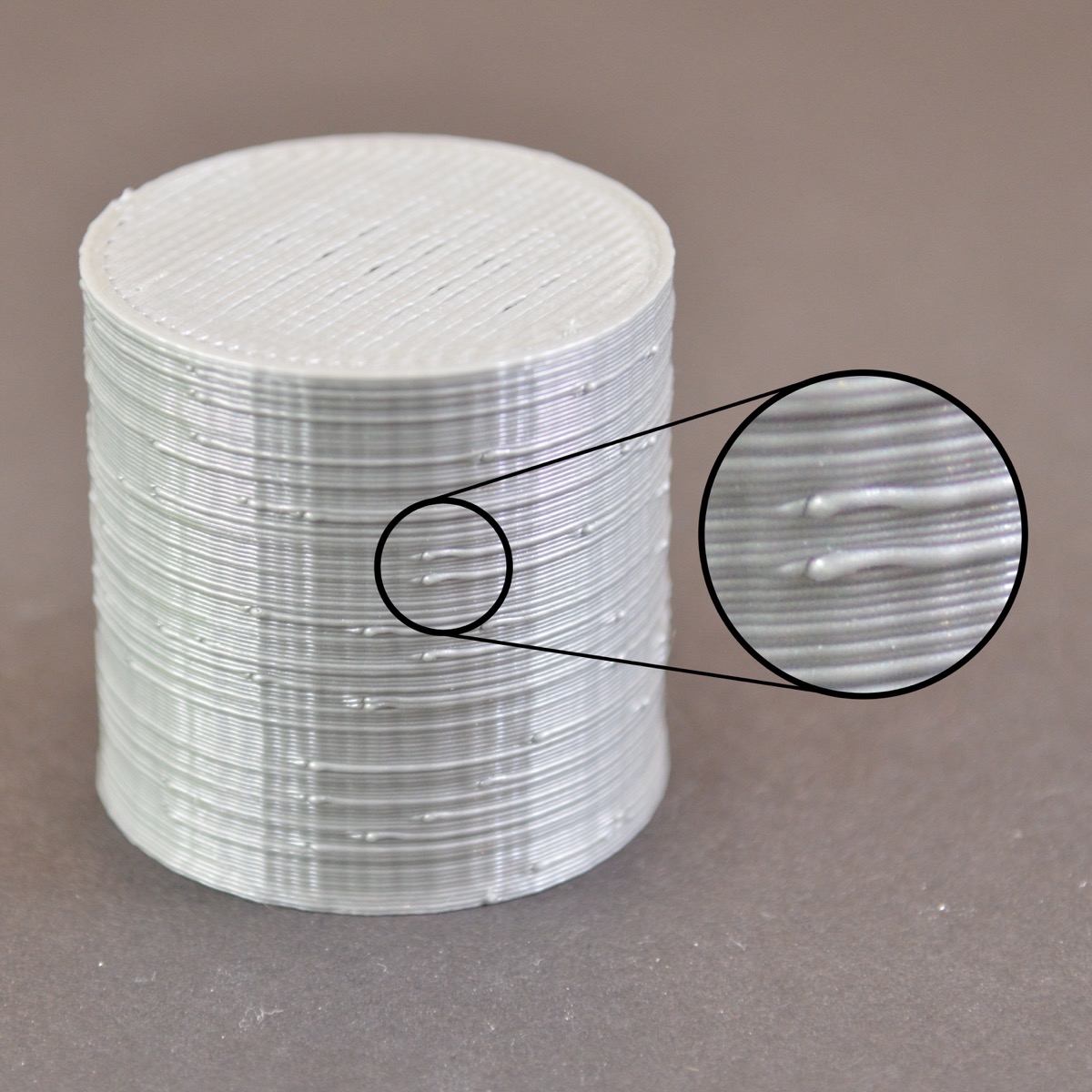 |
Kapky a jiné nedostatky na povrchu
V průběhu tisku musí extruder zastavovat a spouštět tlačení materiálu podle toho, jak se tisková hlava pohybuje prostorem. Většina extruderů nemá problém s kontinuálním vytlačováním materiálu. Ale v případech, kdy má zastavit, počkat na přesun hlavy a znovu spustit výtlak, mohou se objevit nedostatky. Například, když se podíváte na některý svůj výrobek, všimněte si méně či více vyditelných stop na jeho bocích. To jsou místa, kde hlava začíná a končí s tiskem perimetru a přesouvá se na jinou pozici. Asi si umíte představit, že napojit plast na sebe tak, aby spoj nebylo znát, je velmi obtížné, nicméně zde je pár tipu, jak spoje vylepšit:
- retrakce a dojezdy (retraction and coasting)
pokud pozorujete nežádoucí defekty na povtchu, nejprve musíte zjistit, ve které fázi tisku vznikají. Pozorujte tisk každého perimetru a registrujte, zda nedostatek vzniká při začátku tisku nebo při ukončování. Pokud defekt vzniká při začátku tisku, je zapotřebí mírně upravit nastaveni retrakce. Ve svém sliceru hledejte nastavení nazývané Extra lenghth on restart nebo Extra restart distance. Toto číslo udává, o kolik se změní délka navrácené tiskové struny do extruderu. Příklad: máte nastavenu retrakční vzdálenost 2mm, zjistíte, že kapka vzniká při startu tisku perimetru, do Extra distance nastavíte -0,2mm (všimněte si znaménka mínus), to ve výsledku znamená, že při ukončení tisku se struna vrátí o 2mm zpět, dojde k přesunu hlavy, tisková struna se zasune o pouze 1,8mm (2-0,2mm). Tím se vytlačí méně materiálu. Přizpůsobujte nastavení tak dlouho, dokud nežádané kapky nezmizí.
Pokud se defekt objeví až při dokončování perimetru, musíme změnit jiné nastavení. Ve sliceru v nastavení extruderu hledejte parametr nazývaný Coasting nebo Retract amount before wipe. Tento parametr umožní odstavení extruderu jestě před dokončením tisku perimetru - provede retrakci v předstihu. Často se povoluje spolu s čištěním trysky viz níže.
- vyhněte se zbytečným retrakcím
i když nám nastavení retrakce umožňuje dobře přizpůsobit chování materiálu, je někdy lepší, se retrakcím úplně vyhnout. Zejména v případě, kdy máme bowdenový extruder, u kterého musí být retrakční vzdálenost vysoká, je výhodnější pro krátké přejezdy retrakci zakázat. Hledejte nastavení Minimum travel after retraction, které říká, jak dlouhá musí být vzdálenost přejezdu, aby se retrakce aktivovala.
- retrakce v pohybu, čistící pohyb
tato volba vám umožní vynutit pohyb tiskové hlavy v průběhu retrakce. Tiskárna provede jakési otření trysky a tím zamezí tvorbě kapky.
- výběr místa startu a cíle
ve sliceru můžete nastavit, ve kterém místě bude tisk perimetru začínat. Hledejte volbu Perimeter start point nebo Seam position. Můžete vybírat z voleb jako je zarovnané, nejbližší, vzadu, náhodně, některé slicery dokonce umožňují nadefinovat konkrétní bod X, Y.
|
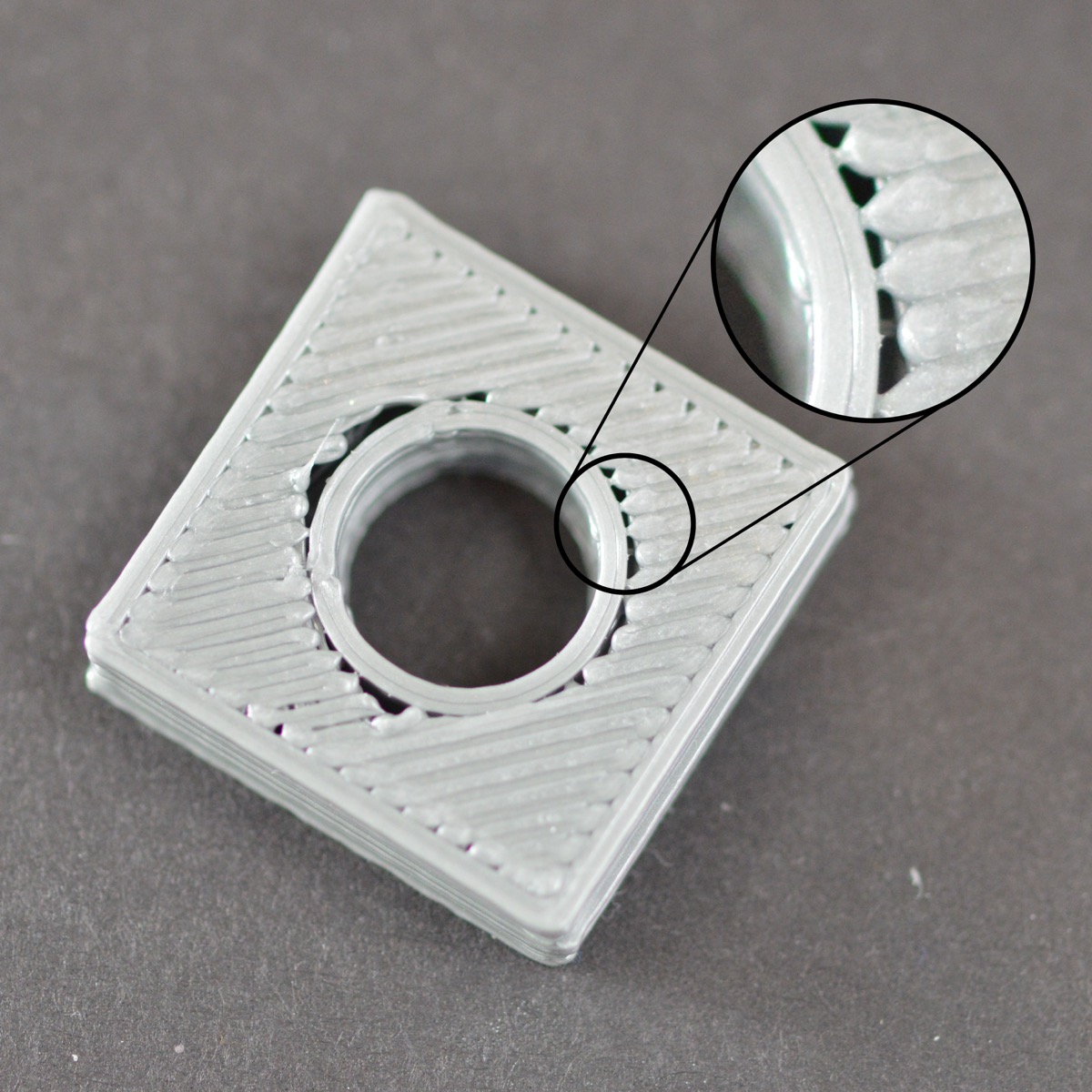 |
Mezery mezi výplní a vnější vrstvou
Tisk každé vrstvy probíhá zvlášť pro perimetry, které definují vnější vzhled a strukturu a zvlášť pro vnitřní výplně. Protože se každá část tiskne jiným způsobem (rychlost, směr, množství materiálu), stává se, že v místech, kde se perimetr setkává s výplní, vznikají otvory (gaps). Tyto otvory způsobí menší pevnost celého modelu, proto je žádoucí je eliminovat. Jak na to?
- překrývání vnější vrstvy a výplně (outline overlap)
slicer umožňuje nastavit množství překryvu pomocí Outline overlap (Infill/perimeter overlap). Vyjadřuje se v procentech nebo milimetrech a říká, o kolik se hlava při tisku překryje s vnější vrstvou. Začněte s nastavením okolo 25% a případně ho dle potřeby upravte.
- rychlost tisku výplně
když je rychlost tisku výplně příliš vysoká, může docházet ke vzniku nedokonalých spojů mezi výplní a perimetrem. V takovém případě rychlost snižte.
|
 |
Zakřivené nebo hrubé rohy
Zakřivení bývá způsobeno buď přehříváním (viz Přehřívaní) nebo špatným přilnutím první vrstvy k tiskové podložce (viz Materiál se nepřilepí k podložce)
|
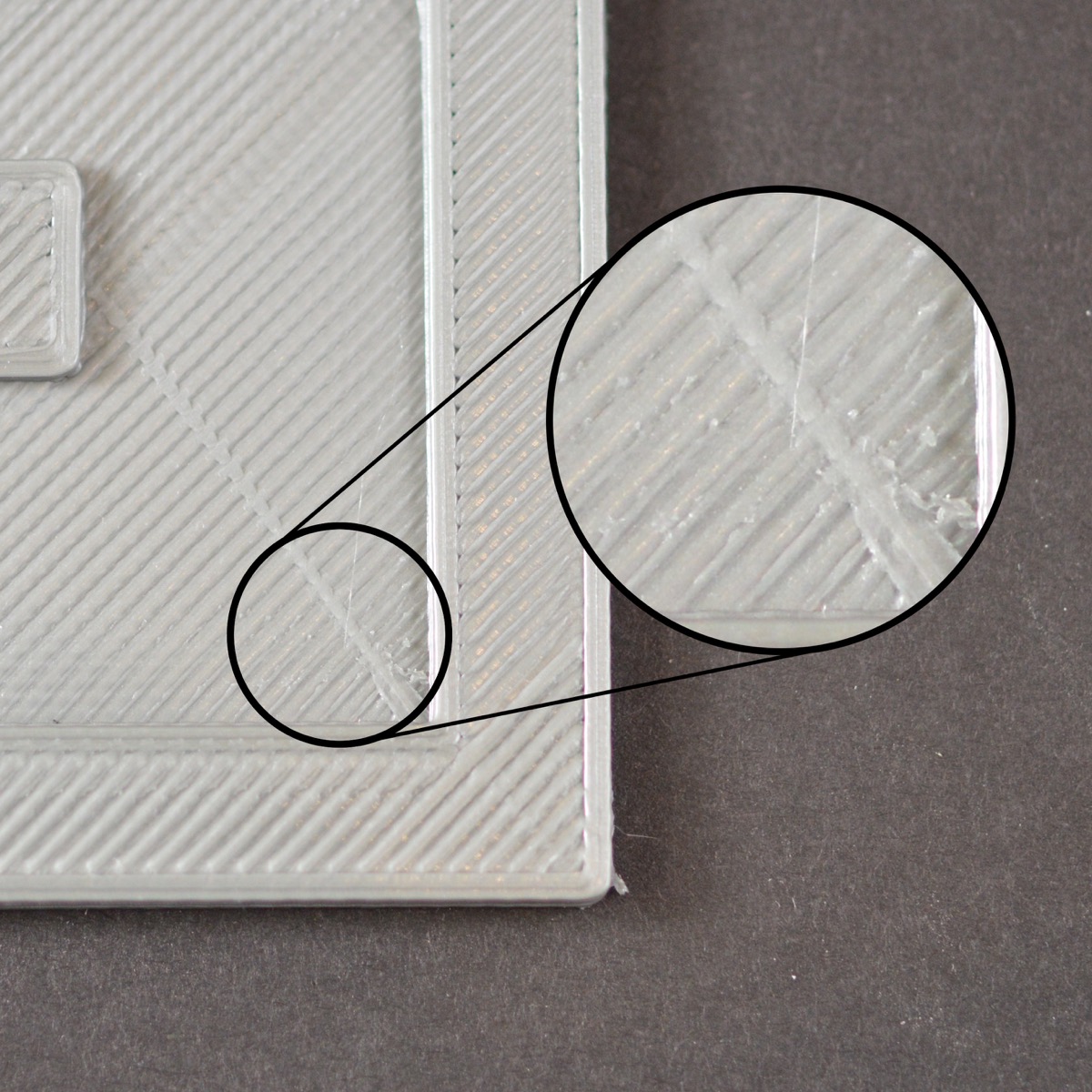 |
Čáry na vnější vrstvě
Při přesunech hlavy z jednoho místa na druhé se stává, že hlava zanechá viditelnou stopu po pohybu v právě vytisknuté vrstvě. V případě vrchní vrstvy je to na výrobku vidět a proto je vhodné tento nedostatek odstranit. Proč tyto čáry vznikají?
- extruder tlačí příliš mnoho materiálu
zkontrolujte, zda množství extrudovaného materiálu odpovídá potřebe. Viz kapitola Přebytek extrudovaného materiálu (over-extrusion). Když je materiálu přebytek, je tloušťka natisknuté vrstvy o něco větší, než by měla být a proto tryska při pohybu zanechá ve vrstvě stopu.
- Z-hop
Když zjistíte, že množství extrudovaného materiálu je v pořádku, přesto problém přetrvává, můžete ve sliceru nastavit tzv. Z-hop. Tato funkce tiskárně řekne, aby před každým pohybem v natisknuté vrstvě nejprve zvedla hlavu o nastavenou vzdálenost, teprve pak provedla přesun a následně vrátí hlavu do původní úrovně. Ve sliceru hledejte nastavení Z-hop nebo Vertical lift.
|
 |
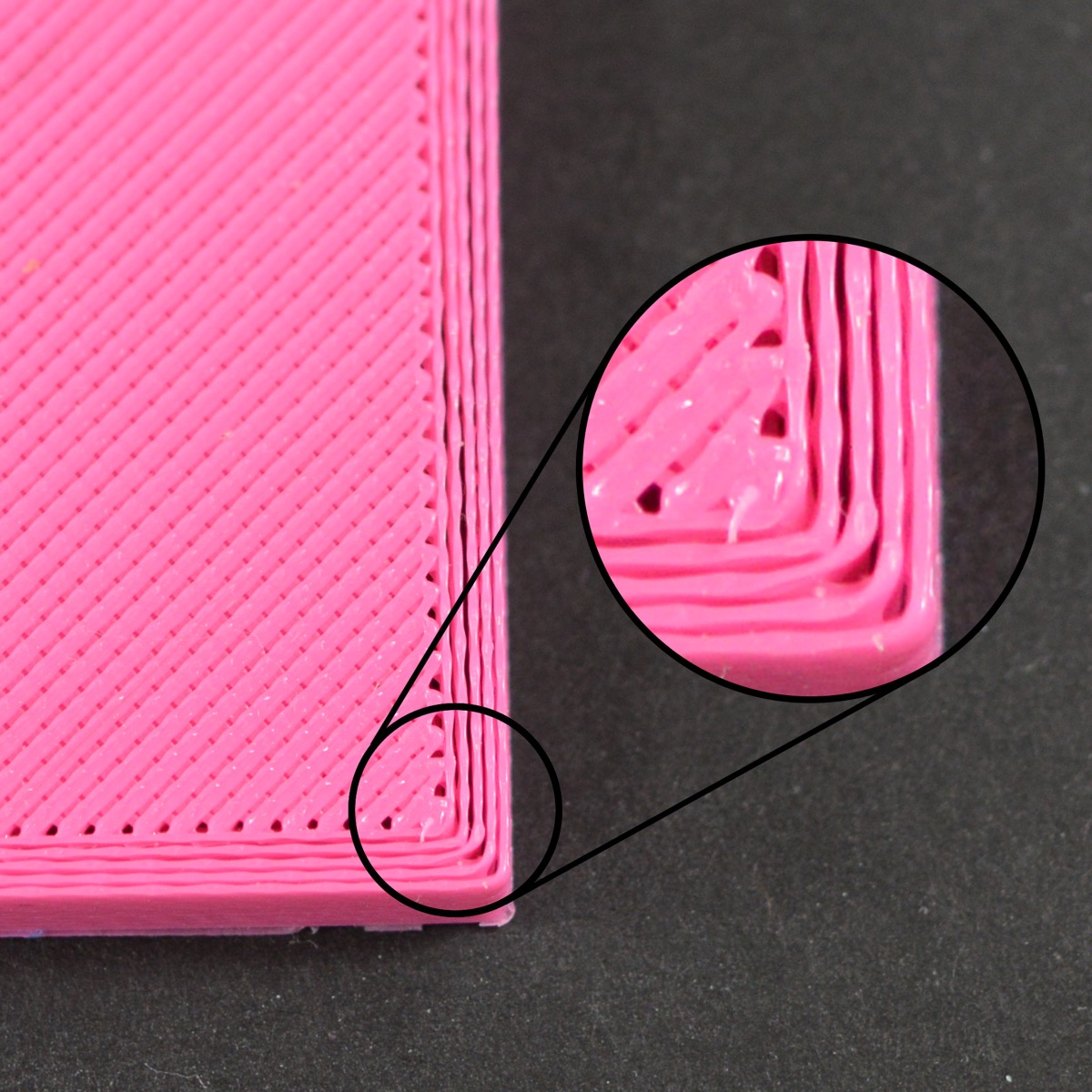
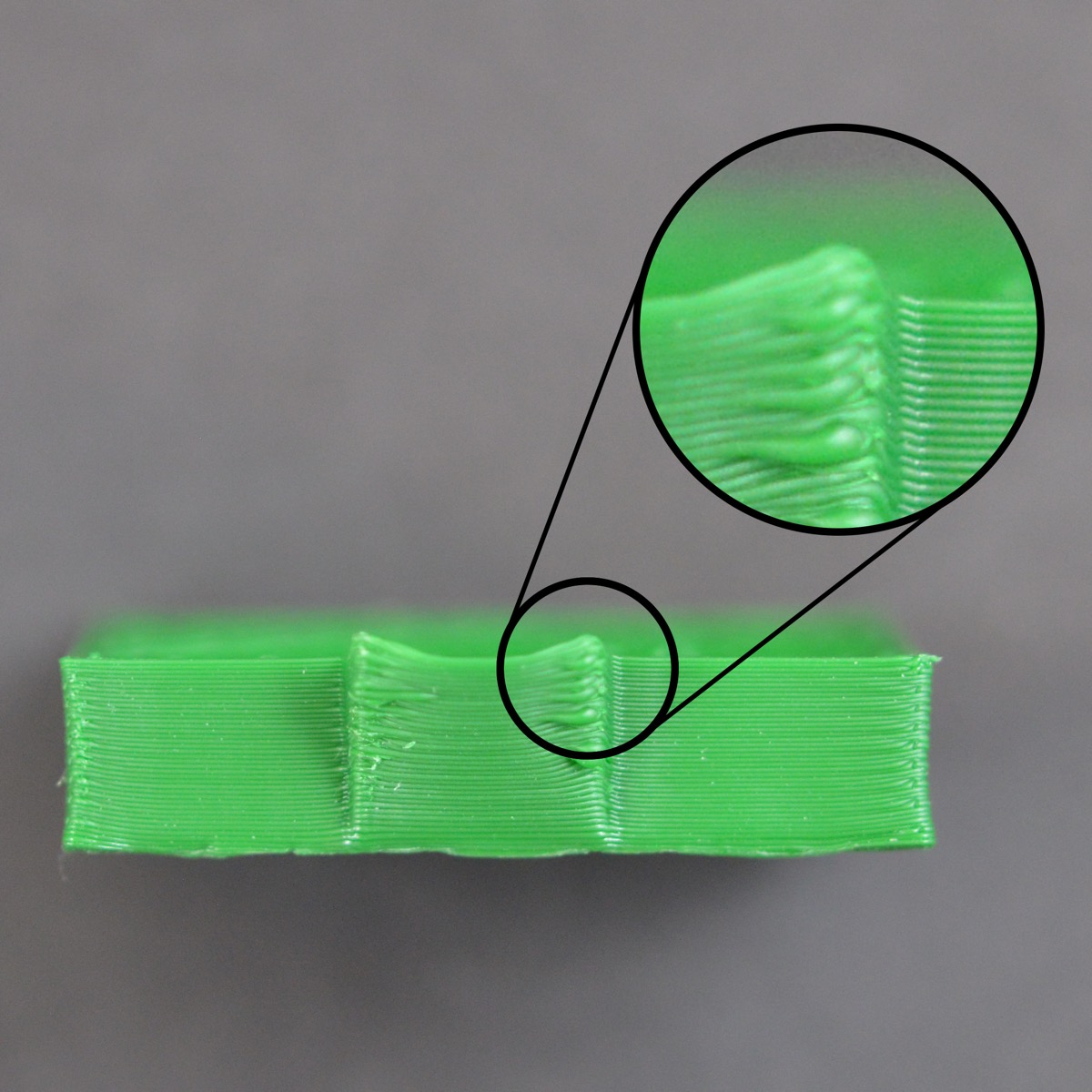
Díry a mezery v dolních rozích
Při tisku každého modelu vždy hledíme na jeho výslednou pevnost, ale také na množství spotřebovaného materiálu. Když ušetříme materiál na základech, projeví se to mezerami patrnými zejména v rozích, kde má nová vrstva menší rozměr než vrstva předchozí (například postavíte-li kostku se stranou 20mm na kostku se stranou 40mm. Všechny tyto problémy jsme již řešili výše, zde je jen stručně, na co se zaměřit:
- nedostatek perimetru
přidáním dalších vrstev perimetru můžeme tento nedostatek velmi snadno odstranit.
- nedostatek vrchních vrstev
přidáním horních vrstev zamezíte propadání materiálu do prázdných míst výplně.
- procento výplně je příliš nízké
pokud je výplň nedostatečná a mezery v ní příliš velké, nebude schopna fungovat jako dobrý základ pro další stavbu. Procento množství výplně by nemělo být nižší než 20%
- chlazení výrobku
zlepšením chlazení výrobku docílíte rychlejšího tuhnutí materiálu a ten se pak bude méně propadat
|
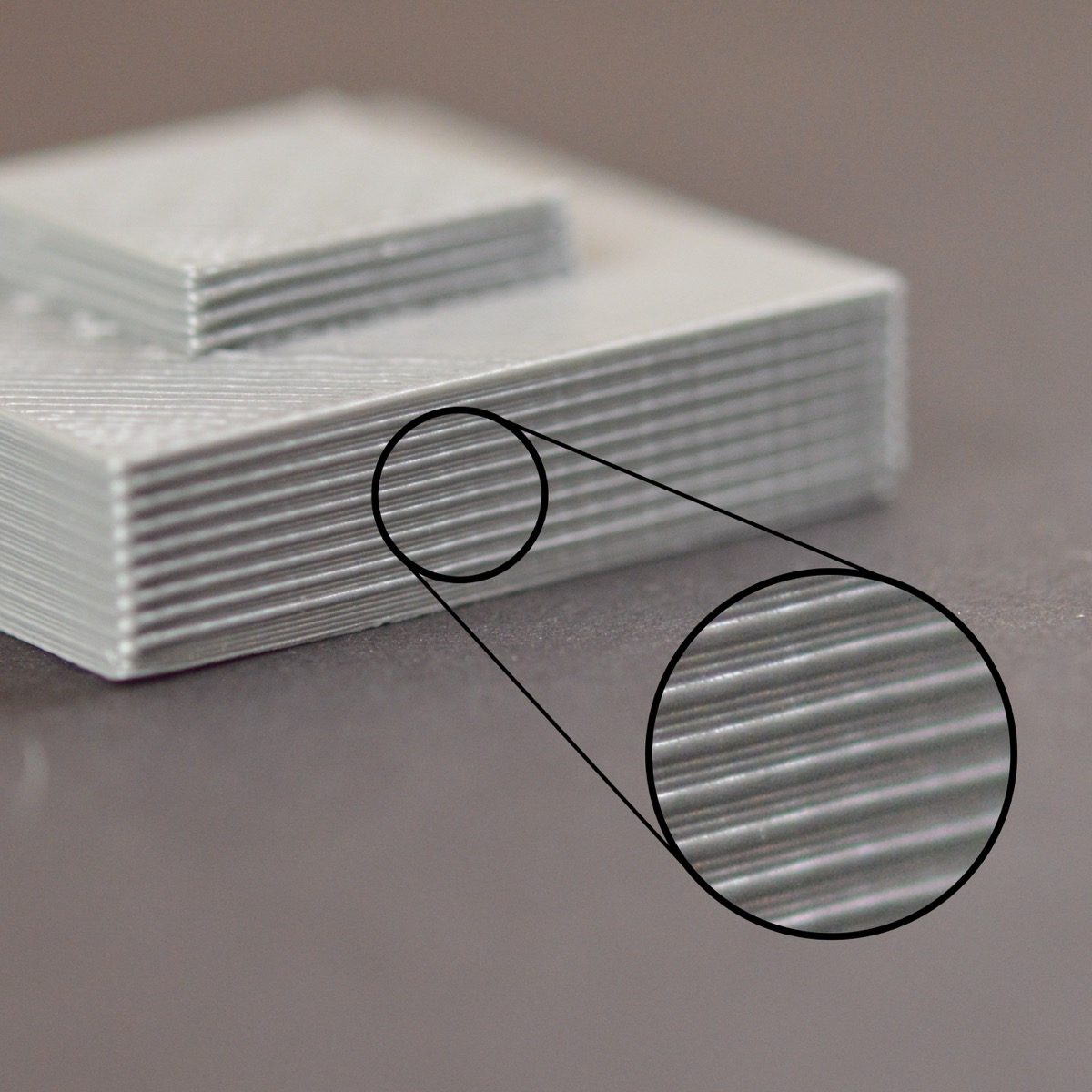 |
Viditelné linky na boční straně výrobku
Boční stěna výrobku je složená ze spousty vrstev. Když vše funguje, jak má, je boční strana jednolitá, hladká a bez výstupků. Pokud se ale něco pokazí, mohou být na bočních stěnách viditelné nedostatky ve formě vystouplých nebo naopak propadlých linek. Ve spoustě případů se defekt cyklicky opakuje, například každou 15 vrstvu. V čem může být problém?
- nekonzistentní vytlačování
viz kapitola Nekonzistentní vytlačování.
- teplotní rozdíly
teplotu extruderu řídí řídící jednotka, která dostává informaci o aktuální teplotě z termistoru v extruderu. Konstrukcí extruderu, použitým materiálem na výrobu topného tělesa extruderu a dalšími aspekty je ovlivněna teplotní setrvačnost tiskové hlavy. Řídící jednotka se snaží tuto setrvačnost eliminovat a reguluje přísun elektrického proudu do topného tělesa tak, aby byla výsledná teplota co nejvíce konstantní.Pokud není jednotka dobře seřízena nebo naprogramována, může kolísaní teploty extruderu v menší či větší míře ovlivnit výslednou kvalitu tisku. Teplotu extruderu při tisku můžete sledovat na displeji tiskárny nebo v ovládacím programu na počítači. Teplota by neměla kolísat o více než +/- 2°C. Pokud kolísá, kontaktujte výrobce tiskárny, jak chybu odstranit.
- mechanická závada
pokud je vytlačování i teplota konstantní, může být problém v mechanické závadě. Hledejte vibrace, pátrejte po neobvyklých zvucích. Závadu hledejte v pohybu podložky, případně v pohybu hlavy v ose Z. I sebemenší odchylka může mít značný vliv na výslednou kvalitu tisku.
|
 |
Vibrace a zvonění
Slyšitelné zvonění je často znakem nějakého problému. Tento je pak patrný i na výrobku ve formě rozechvělých struktur. Zvonění je zapříčiněno vibracemi, které jsou patrnější zejména v případě náhlé změny směru tiskové hlavy v rozích modelu a jsou způsobeny setrvačností extruderu. Zde je pár bodů, na které se zaměřit:
- vysoká rychlost tisku
čím je rychlost pohybu hlavy vyšší, tím je vyšší i setrvačnost hlavy. Zkuste snížit rychlost pohybu hlavy
- akcelerace
některé tiskárny nebo jejich firmware používají a umožňují změnit nastavení akcelerace, která má za úkol omezit vibrace vznikající náhlou změnou směru hlavy. Hlava před změnou směru mírně zpomalí a v novém směru zase zrychlí.
- mechanická závada
v případě, že se zvonění nebo vibrace nepovedlo odstranit, zkuste příčinu najít a lokalizovat, nejlépe podle sluchu. Následně zkontrolujte opotřebení kluzných částí, napnutí a opotřebení řemene, pevnost šroubovaných spojů atd.
|
 |
Mezery v tenkých stěnách
Protože má tiskárna trysku pouze jednoho rozměru, můžete se při tisku velmi tenkých stěn, kdy je výplň stěny tenší, než je průměr trysky, setkat s nedostatky.
- zaplnění mezer
vyzkoušejte snížit rychlost tisku mezer, hledejte nastavení Gap fill
- změna tloušťky čáry
zkuste mírně upravit tloušťku čáry a množství extrudovaného materiálu tak, aby lépe vyhovoval těmto konkrétním potřebám
- výměna tiskové trysky
můžete také vyměnit trysku a tím změnit průměr, který lepé odpovídá potřebám tloušťky stěn
- další nastavení
některé slicery umožňují i pokročilá nastavení, která například umožní tisk takovýchto stěn jiným než standardním způsobem (například automaticky mění rychlost tisku nebo množství extrudovaného materiálu dle potřeby)
|
 |
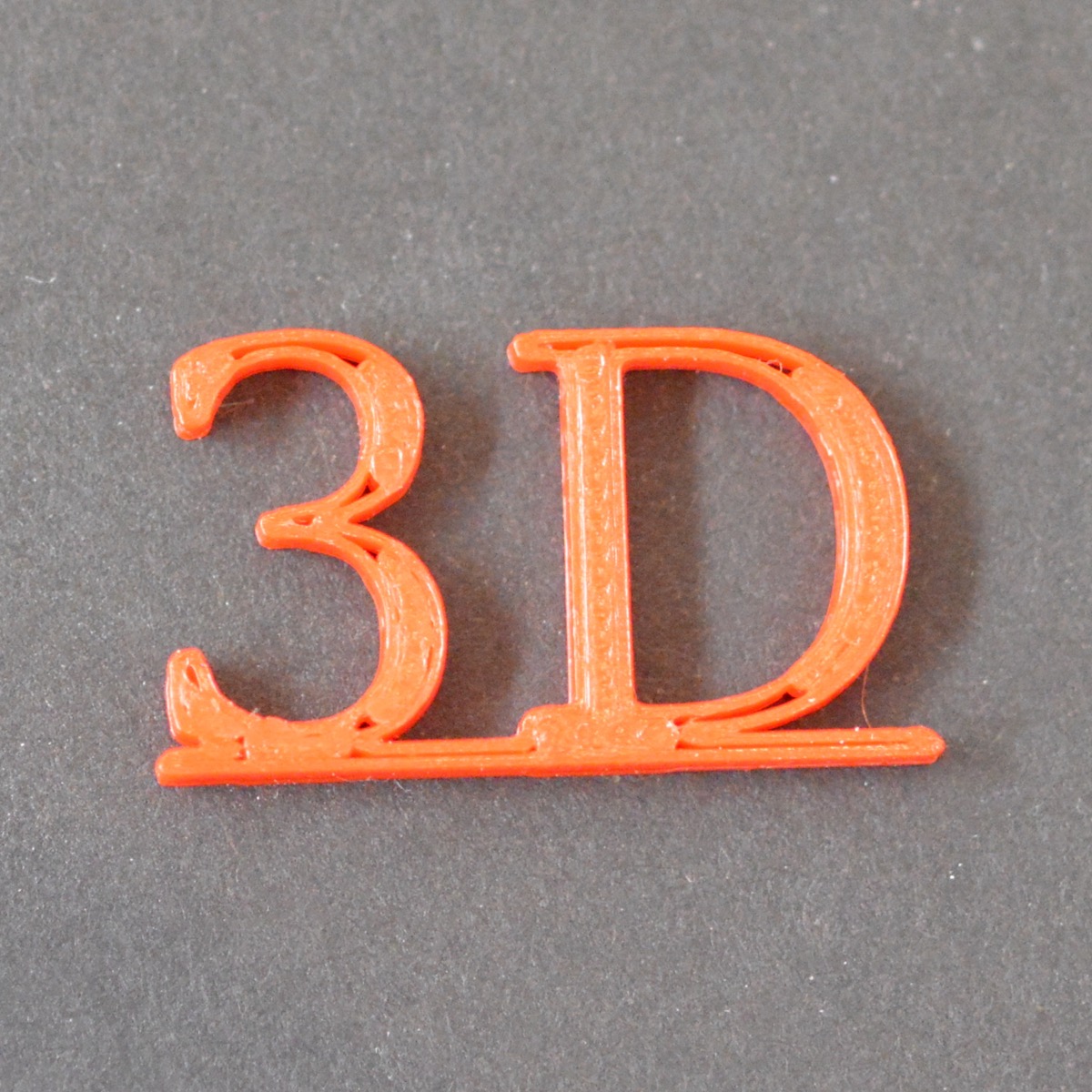
Velmi malé části nejsou vytisknuty
Běžnou velikostí trysky na 3D tiskárně je 0,3 - 0,5mm. Když se pokusíte vytisknout objekt, který bude mít menší tloušťku, než je průměr trysky, nebude tento zahrnut do zpracovaného naplátkovaného modelu. Pokud potřebujete často tisknout takto tenké objekty, zde je pár rad, jak na to:
- jednoduché stěny (single extrusion walls)
některé slicery mají možnost zapnout volbu Single extrusion walls, která umožní tisknout i takto tenké objekty. Jejich tloušťka ale ve výsledku může být větší, než je v modelu
- změna tloušťky v modelu
pokud je to možné, upravte model tak, aby takovéto objekty neobsahoval
- výměna tiskové trysky
můžete také vyměnit trysku a tím změnit průměr, který lepé odpovídá potřebám tloušťky stěn
|
 |
Nekonzistentní vytlačování
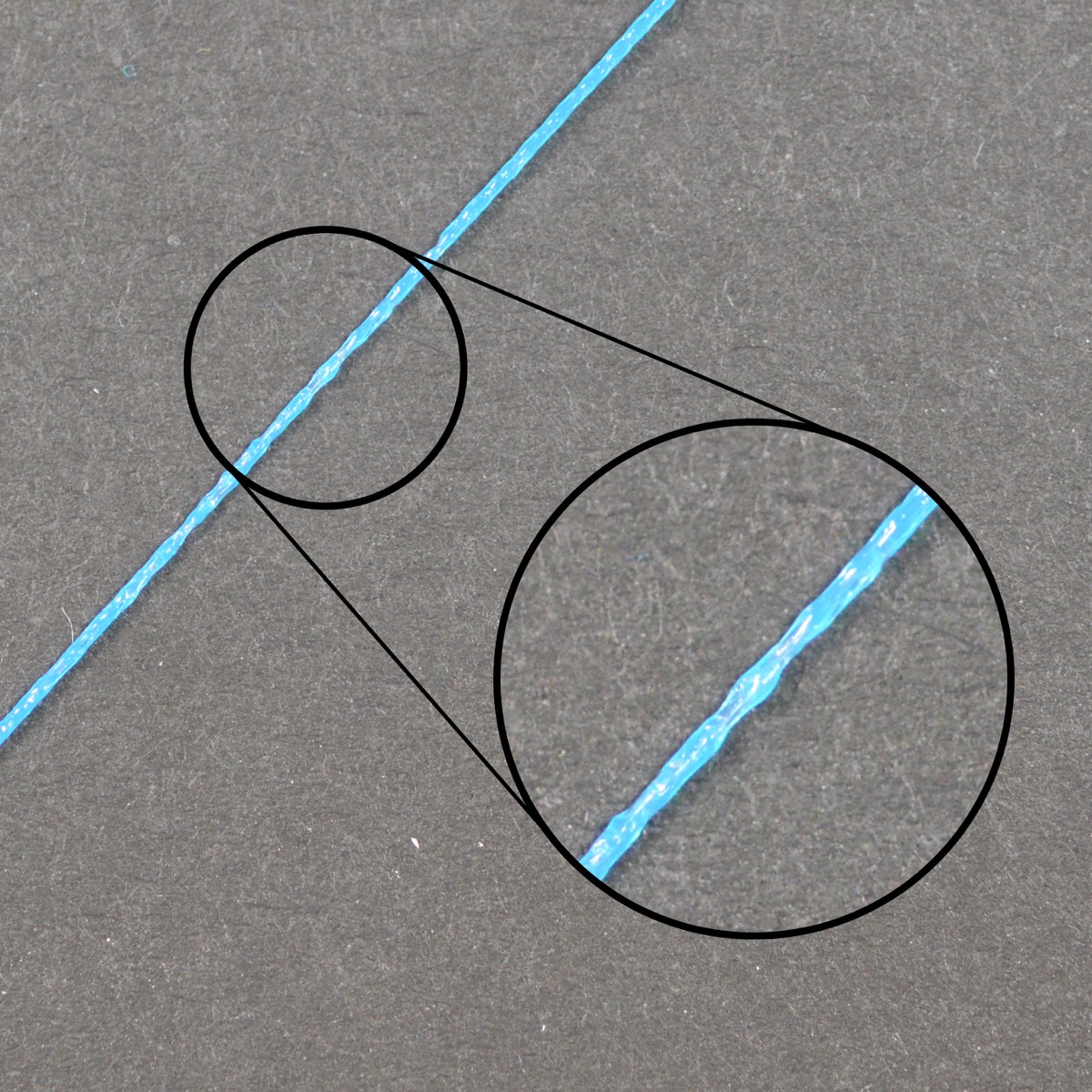
Aby byl výsledný objekt kvalitní, je nezbytně nutné, aby byl průchod materiálu extruderem konzistentní. V opačném případě budou na výrobku vznikat nepřesnosti a různé deformace. Nekonzistentní vytlačování je pozorovatelné pouhým pohledem a to tak, že zkusíte vytisknout rovnou čáru a budete sledovat, jestli je čára stejná po celé své délce. Pokud pozorujete, že je v některých místech tlustší než jinde, jedna se právě o nekonzistentní vytlačování.
- tisková struna se zasekává
v první řadě překontrolujte, že se tisková struna může volně pohybovat po celé délce od cívky až po extruder, že se struna volně odvíjí z cívky a cívka se volně otáčí v držáku. Stavá se, že je struna navinutá tak, že se místy při odvíjení z cívky zasekává. Před tiskem je vždy vhodné se přesvědčit, že je celková potřebná délka struny k dispozici, je v pořádku a dá se volně odvinout
- ucpaná tryska
pokud je struna volně pohyblivá, zkontrolujte trysku samotnou. Stává se, že se ucpe prachem z tiskové struny a pod. Viz kapitola Ucpaná tryska.
- příliš nízká výška vrstvy
zkontrolujte nastavení sliceru. V případě, že nastavíte výšku vrstvy příliš nízkou, nemá materiál šanci pořádně odtékat z trysky
- nesprávná šířka výtlaku (extrusion width)
hodnota by měla být vždy v rozmezí od 100 do 150% průměru trysky. Když nastavíte hodnotu příliš malou, není extruder schopen dávkovat množství materiálu dostatečně přesně.
- špatná kvalita tiskové struny
častou příčinou problémů s nekonzistentním vytlačováním je samotná tisková struna. V nekvalitních strunách se mohou vyskytovat bubliny či jiná aditiva, nebo se s délkou mění také průměr struny, což znemožní přesné dávkování. Některé materiály také mají tendenci časem degradovat. Například PLA tahá vzdušnou vlhkost, což má za následek nekvalitní tisk. Ověřte kvalitu tisku s novou, právě rozbalenou tiskovou strunou.
- mechanický problém
v neposlední řadě se také mohou vyskytnout s vlastním podáváním struny. Překontrolujte průchodnost extruderu, podavač a unašeč, funkci motoru extruderu a řídící elektroniky
|
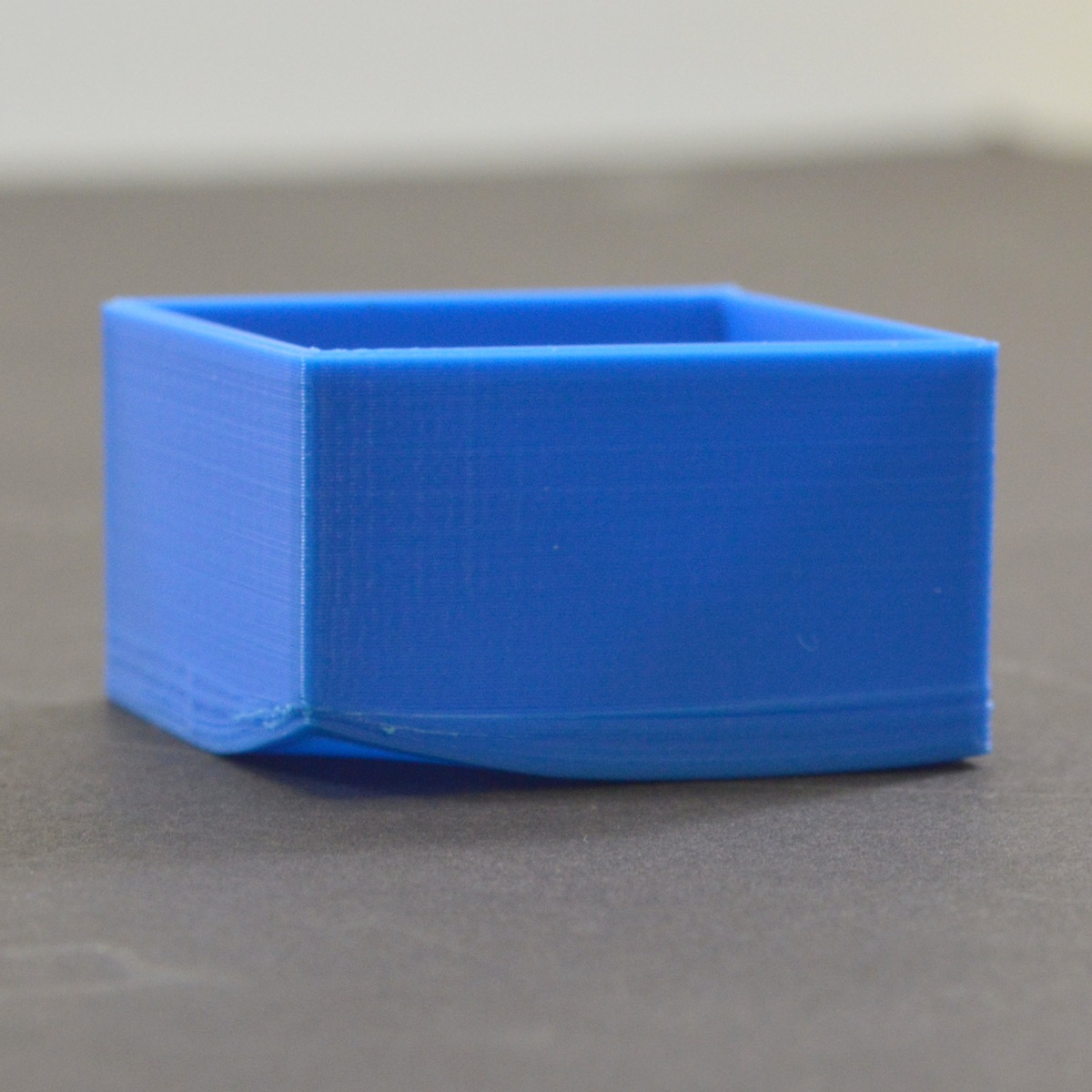 |
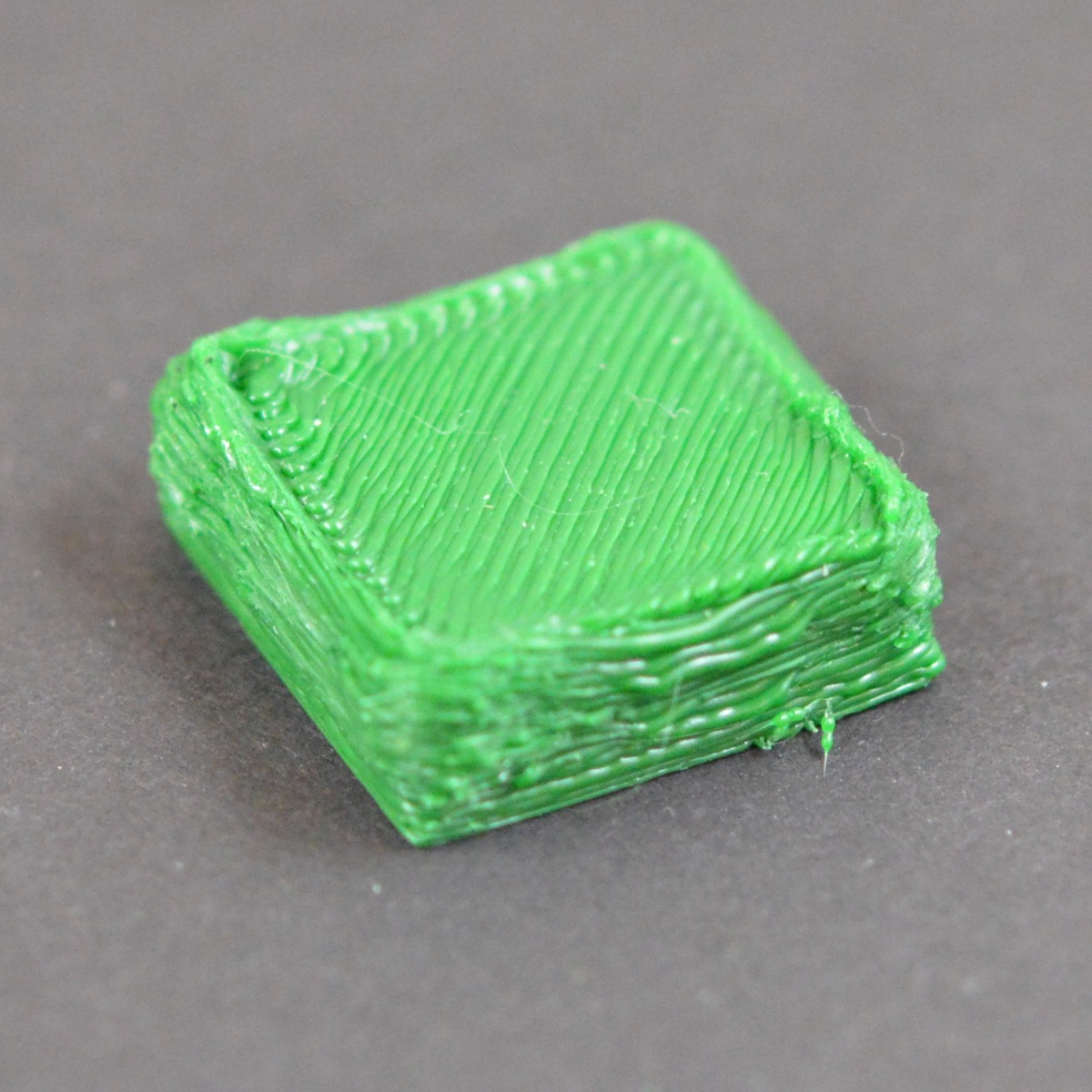
Deformace
Když začnete s tiskem větších modelů, zjistíte, že i přesto, že se první vrstvy tisknou dobře, po čase se začne výrobek odlepovat od podložky, zvedat a deformovat až častokrát znemožní tisk dokončit. Tento problém nejčastěji vzniká a velkých čí dlouhých modelů tisknutých z teplotně náročných materiálů, jako je třeba ABS. Za deformaci může teplotní roztažnost materiálu. Například, když tisknete z materiálu ABS při teplotě 230°C a ten se postupně ochlazuje až na pokojovou teplotu, změní se jeho objem až o 1,5%. To v případě 10cm dlouhého objektu znamená zkrácení o 1,5mm. Jak na to?
- použijte vyhřívanou podložku (heated bed)
většina tiskáren má vyhřívanou podložku. Nastavte u tepelně náročných materiálů její teplotu na 100 - 120°C.
- vypněte chlazení
pokud používáte chlazení výrobku, vypněte jej.
- použijte vyhřívaný kryt
zakrytujte tiskárnu vhodným krytem, případně použijte vhodné vytápění
- použijte okraje (brims) nebo raft
přidáním okraje nebo raftu můžete udržet objekt na podložce a omezit tím jeho deformaci. Okraj nebo raft je vždy o něco větší než samotný objekt.
|
 |
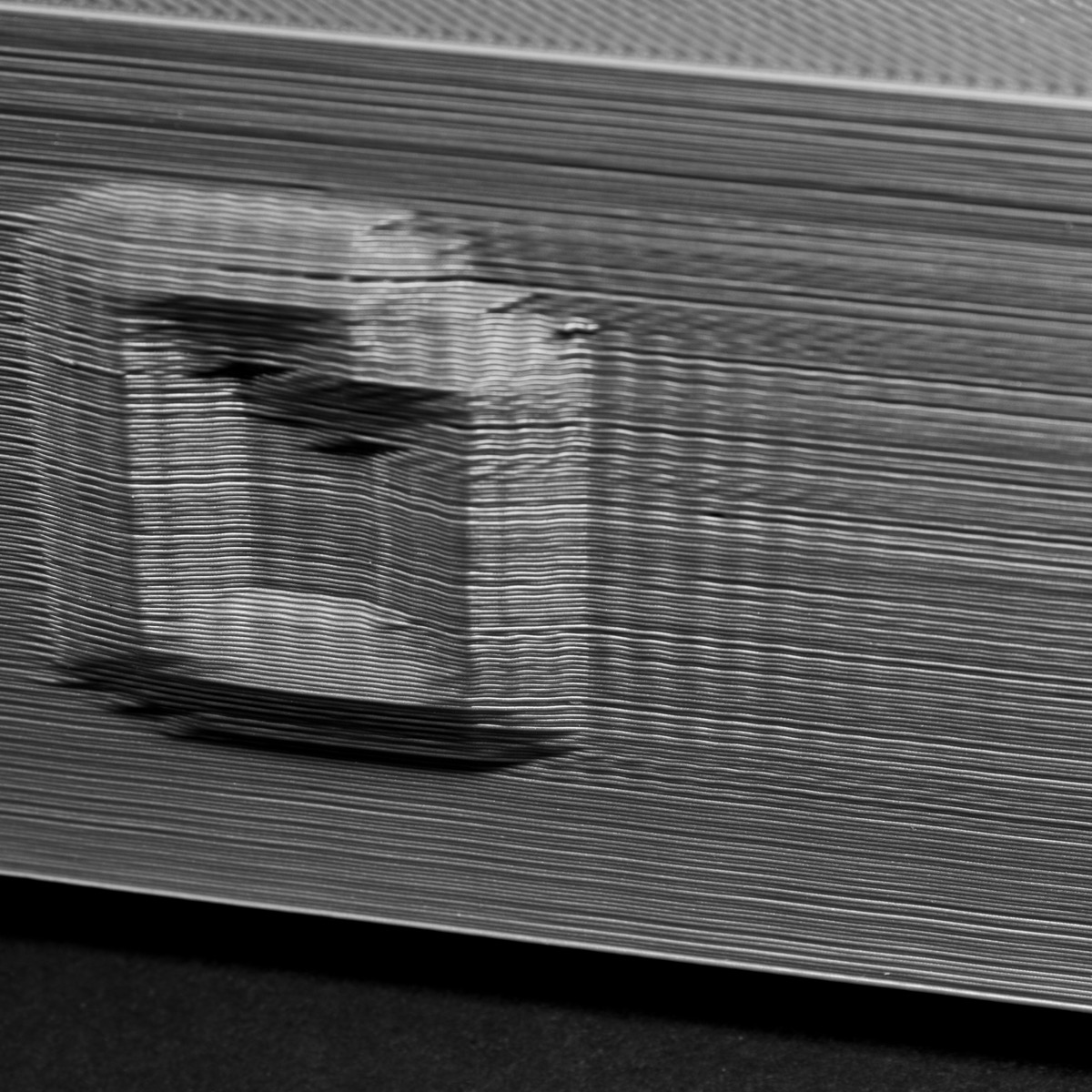
Nekvalitní povrch nad podporami
|